

The first step towards fulfilling the regulations was to try and find better safety valves, which were simple to build into the design of new valves. However, substantial investments were necessary to upgrade the older designs of existing plants with newer ones – not an economical choice in the majority of cases. Even with new plants, there was a significant increase in safety valve costs in the endeavour to meet the lower emission levels required for certification and permits, to be allowed to start up a plant or continue operating it.
Although the capabilities of safety valves were expanded considerably, they were still not able to comply with the requirements envisaged for future zero targets. In fact, it was believed that they never would do and so an alternative solution was needed.
Safety valve versus rupture disc
Rupture discs have been around for decades but have always been seen as a second-choice alternative for overpressure compared to safety valves – the poor relation of the safety valve industry, as it were, a title they do not deserve. This lack of understanding of rupture discs continues to this day. Discs are a “problem”: they open and let the pressure out, when in fact that is exactly what they are designed to do. Many operators remain blissfully unaware that when the disc performs correctly, this is not the problem but the solution.
So how do rupture discs help safety valves perform better in use? Well, when it comes to isolation, they partner safety valves and deliver the superior performance needed to realise zero emissions which a stand-alone safety valve cannot provide. Although safety valves can achieve good performance levels on their own, one hundred percent isolation and better operational stability require the use of rupture discs. For several years now, rupture discs have been regularly installed upstream of safety valves. Operators are starting to appreciate that a properly engineered rupture disc will help lower their operating costs and increase plant uptime. The belief that this arrangement adds more cost to a project has been proven to be false; in fact, the opposite is true and the costs actually come down.
Let us take a typical installation where the safety valve faces a process condition with a high concentration of corrosive materials, elevated temperatures and an operating pressure close to the valve’s set pressure. The safety valve’s limits are put to the test, leading to poor performance below the expected levels for operational stability and leakproofness. High maintenance costs are incurred to keep the valve as close as possible to the original specs, along with increased downtime for routine valve servicing and/or repairs and higher manpower costs to handle the work.
The solution suggested by safety valve manufacturers is a valve with a higher specification, more exotic materials with higher capex costs and more expensive spares for maintaining the valves. In an average petrochemical plant with several hundred safety valves, this capex translates into a dramatic increase in valve inventory costs.
Economical solution
Rupture discs fitted upstream of the safety valve, in a material that will isolate and withstand the process conditions, let the plant owner install lower grade materials in the valve while still meeting all the design requirements, though with a significant reduction in the safety valve capex.
The costs for the rupture disc and holder are negligible compared to the capex for an exotic or higher-specification safety valve. If account is also taken of the lower expenditure on maintenance, the disc and holder are free of charge. In fact, this is a win-win path with more production uptime, less emissions, greater safety, lower overall maintenance costs and reduced inventory.
Yet, we still see safety valves with an upstream rupture disc failing, needing maintenance and stopping production or causing safety issues. So what went wrong? Remember that a safety valve also has an outlet. In many cases, this outlet is not a separate line to discharge but is manifolded together with other parts of the plant, allowing process gases or vapour to enter it and provoke safety valve failures. This is something easily eliminated by a downstream rupture disc, which prevents any process gases from entering the safety valve on the outlet side. The rupture disc will also block any back pressure attempting to enter the safety valve and eliminate such concerns during valve selection.
With burst sensors installed both upstream and downstream, rupture discs can be monitored and connected back to the control room for system reporting across the plant, so that operators know instantly which valves and discs are in a green or red state.
The rupture disc manufacturer can collaborate with design and process engineers to select the discs giving the best possible safety and isolation performance. Unfortunately, this is still a rarity and is a factor in the rupture disc being blamed for poor performance when all it is actually doing is what it was designed to do, namely be the most important safety device in the plant – the only fail-safe device that always opens when faced with an overpressure situation.
Case history – a practical example
Rembe was approached by a refinery to help overcome serious issues with its safety valves due to process conditions attacking the metal structure. The requirement was to enable the plant to be operated for three years without having to remove the safety valves for servicing and recertification except in an emergency. When the safety valves were removed during a scheduled shutdown, several of them were found to have broken or cracked springs while others were corroded to failure point. Bellows were corroded and broken. Several safety valves were so badly affected that the disc and nozzle were corroded solidly together and the valve was unable to open. This raised major safety concerns that the plant could no longer meet its three-year maintenance-free plan and it was decided to return to the old test method of regular safety valve removal and replacement.
An analysis carried out in conjunction with Rembe showed that aggressive process gases were present both upstream and downstream of the valves, and that isolation with rupture discs in a suitable material would offer the best protection. What’s more, the user would stand a more realistic chance of meeting the three-year target, with the ultimate goal of extending this to five years.
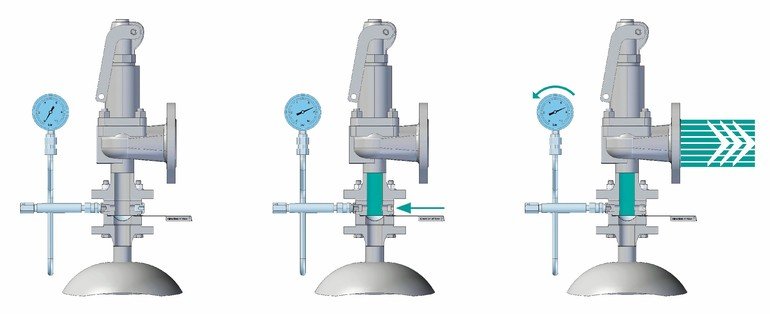
In addition, the use of KUB V rupture discs allows for in-situ lift testing of the safety valves on site during the three-year period, to ensure that they are still operational. As a further benefit, the costs are lower because the Rembe rupture discs can be removed, inspected and reused, and are still in serviceable condition.
Online search: cpp0218rembe
Hall 9.1, Booth C4
 Picture: Rembe
Picture: RembeAuthor: Orhan Karagöz
Business Development Director,
Rembe





{kind=link}