

Crude oil tanks need to be checked on a regular basis to determine their state of repair. In addition to this, static deposition leads to a growing amount of solid phase settling at the bottom of the tank, so that the capacity of the oil tank is steadily reduced. Paraffin, rust and sand are inorganic elements of crude oil that turn into harmful and muddy deposits. Due to this so-called gatch, steel tanks can rust easily and mechanical parts, too, can be damaged, making tank cleaning inevitable. Oil tanks must be completely emptied for this purpose. Moreover, the oil in the sludge is a valuable material. In addition to environmental protection, its economic benefits are frequently a primary objective. Particularly for applications where raw oil is handled, there is always a risk that the processing of certain products may create an explosion hazard. Machines and systems used in these areas must therefore be protected from explosion.
Project in Kazakhstan
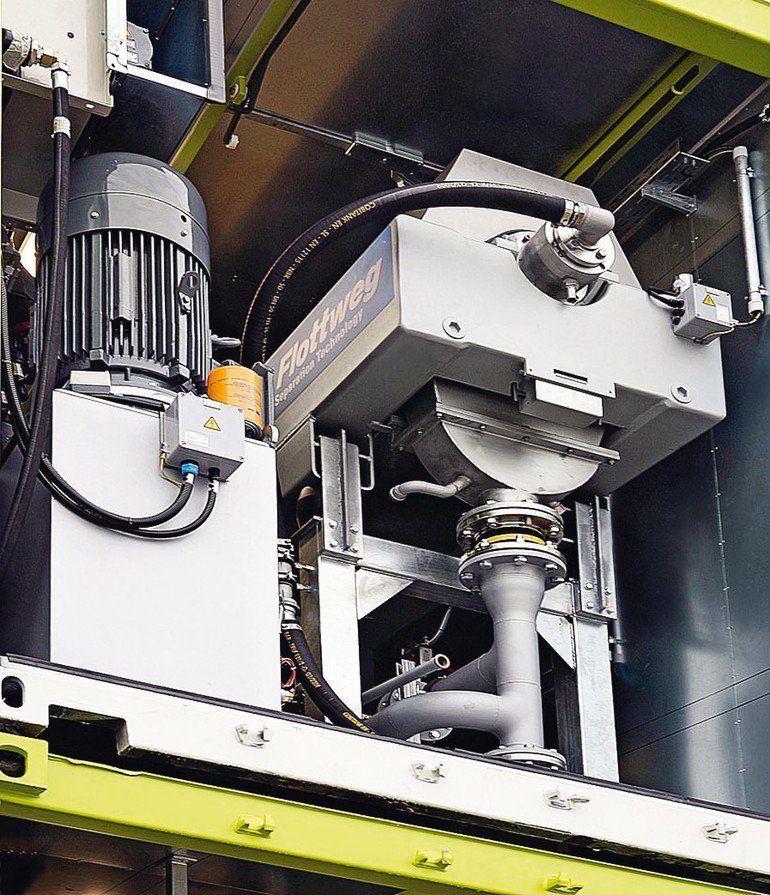
In 2005, Flottweg was awarded just such a project. A Kazakh company hired the Bavarians to undertake a cleaning process for several crude oil tanks. A team of project engineers made the journey to Uzen in Western Kazakhstan. The Flottweg team brought a complete system solution with them for this task. Besides the centrifuges it included pumps, a steam generator, two reaction vessels, a control cabinet/electrical room, a machine container, a product feed container and a chemical treatment container.
The treatment of crude oil tanks like the one in Uzen requires a number of different systems. First of all, the tank is emptied as far as possible. Next, the solid phase is mixed with crude oil to make it suitable for pumping. Agitators with a hydraulic gear are then mounted to maximise viscosity. The separation process is finally started using a heat exchanger and a feed pump together with centrifuges. The Tricanter developed specifically for oil sludge processes permits continuous three-phase separation. The two liquid phases are fed into the phase tanks after separation while the solid is conveyed out of the Tricanter by a screw and filled directly into containers or taken on a trailer to a landfill.
Three-phase separation
Efficient three-phase separation is possible in projects like the one in Uzen. As a condition of successful three-phase separation, the liquids must have different densities and the solid must be available as a specific heavy phase. Mixtures of oil, water and solids are typically found in many different compositions. The Tricanter separates a pure oil from the mixture, which contains less than 1% water as well as small traces of insoluble solids. The separated water undergoes classic wastewater treatment while the oil phase which is obtained is put onto the market. The solids, too, are recycled. Construction landfill and roadbuilding are two potential applications here. The drier the solids, the easier it will be to transport and reuse them.
Adjustable impeller
If the concentrate to be separated has a variable consistency, the ability to adapt to changing conditions is important. Oil sludge is particularly susceptible to frequent changes in the relationship between the oil, water and solid substances. To meet these requirements, an adjustable impeller is a valuable feature.
Normally, the oil sludge runs out of a decanter over weir plates without pressure. As an alternative to these plates, system operators can also remove the clarified liquid using an impeller, in other words the liquid drains out in a closed system under pressure. For correct functioning, there must be no solid phases, etc. in the centrate which could cause blockage of the impeller.
A more advanced version of this principle is the adjustable impeller, where an adjustment mechanism alters the impeller position. The liquid can then be made to flow out at different diameters simply by moving a lever. Furthermore, adjusting the impeller optimises the separating performance, because it is possible to respond quickly to changed product properties in the feed. The option of adjusting the impeller during operation also enables significant time savings, as there is no need to stop the machine. This impeller design allows precision adjustment of the pond depth by the Tricanter. Optimum separation, high flexibility and a clog-free impeller are the outcome.
Minimum risk
It is often not clear what is actually in the oil sludge to be processed. Gases, vapours, mists or dusts could result from the different system operating states, in concentrations that cause a dangerous explosive atmosphere to form when mixed with air. Once the processing temperatures rise above the combustion point, the systems have to be inerted. The challenge generally lies in the lack of product specifications for the suspensions being processed. Flottweg decanter centrifuges and systems are therefore developed to meet all the requirements of the latest Atex standards.
In many applications, the product to be processed must first be analysed in the laboratory. When processing products with a low combustion point, the risk of explosion severely restricts the processing temperature in case of a non-inerted design. However, to enable these mixtures to be processed with precision separation, a high processing temperature is vital. For perfect separation results, therefore, Flottweg must know the exact composition of the product.
Online search: cppPC218flottweg
Author: Nils Engelke
Communication Manager,
Flottweg




{kind=link}