
The selection of the proper feeder and configuration is a determining factor for achieving optimal results in tablet coating processes. Both gravimetric and volumetric feeder configurations can be utilised. However, a gravimetric design allows the exact powder quantity delivered to be validated and ensures higher accuracy.
Sharon Nowak
Coated tablets are defined as tablets covered with one or more layers of various substances such as resins, gums, inactive and insoluble fillers, sugars, plasticisers, waxes, authorised colouring materials, and sometimes flavours. Tablet coating processes can be subdivided into several different types. Sugar coating, for example, provides a combination of insulation, taste masking, smoothing of the tablet core, colouring and modified release. Film coating, on the other hand, is usually a single-stage process and easily adaptable for controlled-release dos-age forms.
The substances used for coating processes are usually applied as a solution or a suspension under conditions where the carrier substance evaporates. In the case of sugar coated tablets, regardless of whether they are processed in batches or continuously, the tablet must be polished to achieve the final aesthetic quality. Polishing is carried out by applying a mixture of powder waxes, such as carnauba wax, to the tablet in the polishing pan. Conversely, in the case of film coated tablets, the addition of powdered opaquant extenders, such as talc, assures a lighter color and better film coverage.
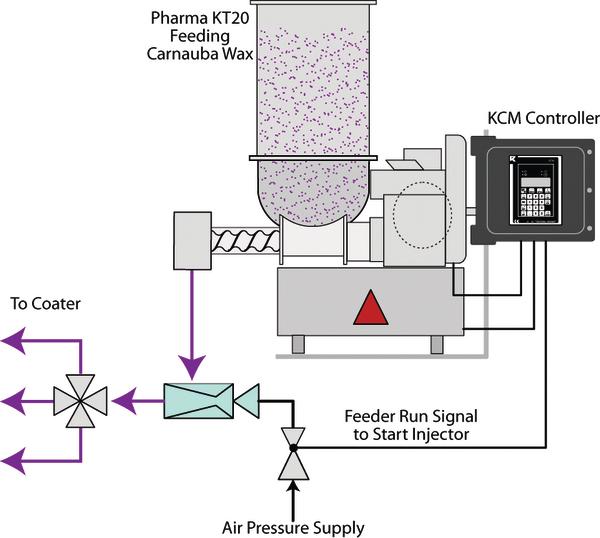
In both these coating processes, K-Tron twin screw feeders are used to provide consistent and metered delivery of the dry powders directly into the coating equipment. In order to supply the powdered materials to the coating process efficiently, the Swiss manufacturer offers a pharmaceutical feeder complete with a gas venturi on the feeder outlet. The powdered materials are fed continuously by means of a twin screw feeder directly into the gas injector. Twin screws are used due to their ability to meter cohesive materials accurately, without material build-up in the screw trough. The gas in the venturi line conveys the powder to nozzles which are affixed inside the coating equipment. The nozzles are mounted in such a way that a consistent and even flow of the powder is guaranteed throughout the coater, thus ensuring the required polishing or increased film coverage effects. The feeders supplied for these applications can either be volumetric or gravimetric in design.
Volumetric dosing
A volumetric system feeds a certain material volume to a process per unit of time (such as cubic feet per hour). The volumetric screw feeder consists of a hopper, material discharge device and controller. This is the most common kind of volumetric feeder, and its material discharge device is a screw that rotates at a constant speed in order to meter material at a predetermined volume-per-revolution discharge rate from the hopper to the process. The controller monitors and controls the feeder’s screw speed, which governs the material discharge rate.
An optional agitation system located between the hopper and the screw can facilitate material discharge from the hopper. Various agitation systems and screw designs, sizes and geometries are available to suit any application.
Since the volumetric screw feeder cannot detect or adjust to variations in a material’s bulk density, the feeder is most effective with relatively free-flowing, uniform-density materials as well as in applications where high feeding accuracy is not crucial.
Volumetric screw feeder problems are relatively easy to diagnose. Most problems relating to the feeder’s discharge rate stem from a faulty screw speed control sensor or motor drive, a change in the discharge rate’s volume-per-revolution ratio or material flow problems from the hopper. Precise control of the discharge rate will be impossible if the feeder’s screw speed control sensor fails to register the screw speed accurately (or at all) or if the drive doesn’t respond as required by the setpoint. If the feeder’s discharge rate is a problem, the first check should be for loose sensor wiring and electrical connections. If the connections are sound, it may be necessary to clean or replace the sensor, depending on the sensor type and the manufacturer’s recommendation. The sensor can easily be evaluated if the motor speed is stable.
If the screw speed control sensor isn’t what is causing the problem, the reason is probably a change in the discharge rate’s volume-per-revolution ratio. Such a change is typically caused either by material build-up on the screw or in the discharge tube or by a blockage in the hopper that prevents a consistent material supply to the screw. The build-up or blockage reduces the material volume discharged by the screw during each revolution at the constant screw speed. An immediate, though temporary, remedy is to clean the screw, discharge tube or hopper, or if necessary all three. To permanently solve the problem, there may be no option but to change the screw or hopper design or add an agitation system, to help move material from the hopper to the feed screw.
Loss-in-weight feeding principle
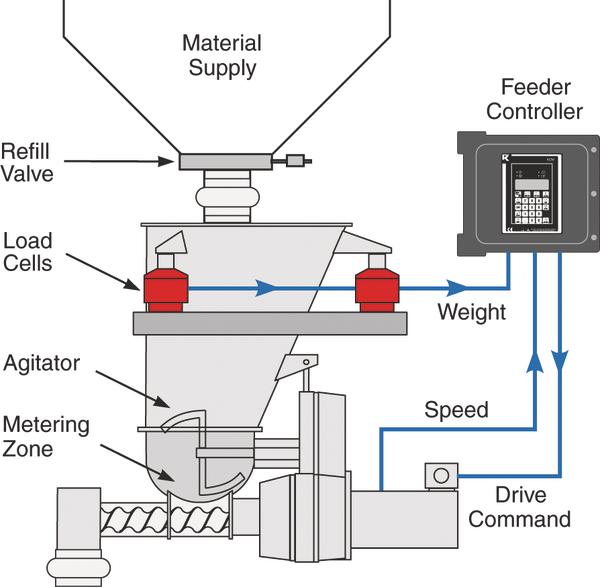
Unlike the volumetric screw feeder, a loss-in-weight (LIW) feeder is a gravimetric feeder that directly measures the material’s weight, to achieve and maintain a predetermined feed rate (setpoint) that is measured in units of weight per time (such as pounds per hour). The LIW feeder consists of a hopper, refill device, weight sensing device (typically either a digital or an analogue load cell), feeder (usually a volumetric screw feeder powered by a variable-speed motor) and controller. Before starting up the machine, an operator programs the controller to discharge material at the predetermined feed rate.
The bulk material or liquid is discharged from a hopper with a constant weight per unit of time by weighing the hopper and regulating the speed of the feeding device, depending on the rate of weight loss. The weighing control system compensates for non-uniform material flow properties and variations in bulk density, thus providing a high degree of feeding accuracy. When the hopper reaches a predetermined minimum weight level, the LIW control is briefly interrupted and the hopper refilled. With some manufacturers, the controller regulates the speed of the feeding device during the refill period based on the historic weight and speed information accumulated during the previous weight loss cycle. Overfeeding of material during the refill cycle due to changes in the material head load and material filling into the screws is thus prevented. This is also critical for keeping the feed rate performance in spec on a second-to-second basis. The LIW feeding principle is most accurate when using a high-resolution, fast-responding and vibration and temperature-immune weighing system. Loss-in-weight feeder performance is dependent on three factors that are closely linked to one another:
- The mechanical configuration of the feeding device and any material flow aid used in the feeder hopper.
- The accuracy and speed of weight measurement and the immunity of the weighing system to in-plant vibration and temperature fluctuations.
- The response of the control algorithm and the available features of the control algorithm.
Importance of an adequate principle
As discussed above, the twin screw feeder for coating applications can be supplied in either a volumetric or a gravimetric configuration. In volumetric mode the twin screw feeder runs at a constant speed. When used with poorly flowing or highly cohesive materials (such as waxes), volumetric screw feeders typically have high variations in the actual feed rate due to inconsistent filling of the screws, for example caused by product bridging. Thus, if volumetric control is chosen, the constant mass flow of the powder cannot be validated.
By utilising K-Tron’s patented load cell technology, the feeder can operate in gravimetric mode. Gravimetric mode means that the weight of the powder is continuously measured and the controls maintain a constant weight reduction per time by adjusting the speed of the twin screw feeder. The unit can then be validated to prove that a steady and uniform flow of powder is being supplied to the coating equipment. In addition, by measuring the overall material flow delivered to the coating equipment by weight, the total powder amount fed to the coater can be calculated.
Online-Info www.cpp-net.com/2310464
Share:




{kind=link}