
Due to the improved material properties of NST 1111R, it is possible to substantially reduce the thickness of lip seals. This improves efficiency in production, leading to better use of materials. Fragile seal structures with thin cross-sections, for example spring-energised seal rings and composite seals, are also preferred areas of application. Ultra-thin and optimally designed lip seals have a lower friction modulus and friction torque.
Authors Gerd Beul Marketing Manager General Industry, Dyneon Robert Veenendaal Application and Product Development PTFE Compounds Europe, Dyneon Dr. Michael Schlipf Consultant for Dyneon
Until now, PTFE lip seals have usually contained fibre glass which, although strengthening the seals and reducing abrasion, at the same time contributes to oil permeation as well as increased abrasion and wear on the mating surface. In contrast, the first PTFE compound in the New Sealing Technology (NST) product line is based on the addition of solid ceramic microsphere fillers to high-performance PTFE.
Test results confirm the technical superiority of NST 1111R compared to fibre glass based PTFE compounds and simultaneously reveal other important improvements. The benchmark tests made use of the following reference materials: PTFE Compound TF 4105 filled with 25 % fibre glass as well as PTFE Compound TF 6711 with 5 % fibre glass and 5 % molybdenum disulphide (MoS2). The sealing lip is bent over during assembly and now rests against the shaft with its contact surface. The force which the sealing lip presses vertically against the surface of the shaft with is called the radial force. It was determined following a 48-hour relaxation period after assembly.
Reducing the lip thickness
Due to the excellent bond between the PTFE matrix material and the filler particles, the lip seal based on NST 1111R produced a higher radial force than the other two materials. In order to compare lip seals made with the three materials under the same conditions, the radial force of NST 1111R was first of all adjusted by reducing the lip thickness – an optimisation step demanded by users to ensure the success of this sealing generation in practice.
By reducing the thickness of the sealing lip from 0.8 to 0.5 mm, the moment of friction – and hence also the friction loss – arising at the seal is roughly half the initial value. Compared to the benchmark materials, TF 4105 and TF 6711, the lip seal based on NST 1111R now has the lowest moment of friction. This advantage is particularly appreciated in engine applications where shaft speeds are high.
All tested PTFE compound samples showed only minor signs of wear after the 240-hour endurance tests. The new material significantly surpassed the performance of the conventional alternatives. It has optimised wear behaviour, reduced friction torque and lower leakage rates despite the reduced seal thickness. The dynamic seal combines the lowest permeation rates with a noticeably longer lifespan because there is a significant decrease in the load, and hence the abrasion, in the region of contact with the mating surface owing to the reduced friction torque and high thermal conductivity. Since ceramic microspheres are now used as fillers instead of abrasive glass fibres, not only is the mating surface of the seal protected but the cutting tools used to machine the compound also have a longer service life. In the case of the ram extrusion process, this extended tool life and the absence of disruptive wall build-up bring down processing costs considerably.
Optimised seal design
The uniform roundness of the 3M microspheres permits better machining of NST 1111R into billets or rods. The thinner seal discs are easier to cut off, leading to improved yield. Their smooth surfaces guarantee a better fit against the mating surface, reducing wear du-ring the run-in period as well as the sealing lip’s sensitivity to cracking, even in the event of particularly challenging assembly techniques. The good physical properties of NST 1111R mean that it is not just advantageous, but actually necessary, to design lip seals with reduced wall thicknesses. Less raw material is therefore required per production unit and companies can operate more efficiently and with less impact on the environment.
It is now also possible to manufacture spring-energised seal rings with ultra-thin walls. On the one hand, this improves their adaptability to the installation space while on the other, it increases their capacity to follow the torsion of the surrounding metal structure under high loads.
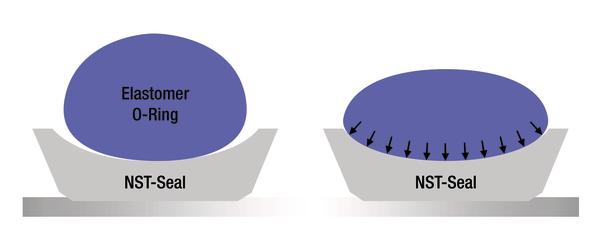
In the case of the elastomer PTFE compound seal, the reinforcing role of the spring is ful- filled by the elastomer O-ring. Figure 2 explains this composite seal type in more detail: a profiled PTFE lip seal based on NST acts as a seal with respect to the mating surface, for instance a metal bushing. The primary material requirements here are high abrasion resistance together with very low particle contamination of the lubricating or operating medium and minimum cold flow to prevent gap extrusion in the event of axial loading. In this case, the contact force on the stationary surface is applied by a compressible elastomer O-ring, thereby also ensuring sealing if the gap dimensions vary. Such variations are typically caused by temperature changes of well over +100 °C, as can easily occur when starting up or switching off drive units and engines.
Special product variants
If economic efficiency is an essential criterion when processing PTFE compounds, then there is usually no alternative to ram extrusion. This continuous pressure sintering process produces endless semi-finished products such as tubes, rods or other profiles, which are often extruded directly to the final size, generating additional savings in terms of machining or reduced waste. Excellent circularity and centricity of rotationally symmetrical parts helps the processor optimise the wall allowance when the semi-finished product is manufactured. For this reason, Dyneon has developed a dedicated grade called 3M Dyneon Compound NSTR 1111R to meet the needs of the ram extrusion process. The low wall friction in the extrusion die due to the filler, which is aided by the harder agglomerate grain, enables hollow profiles with a wall thickness of as little as 2 mm to be produced. Rod or piston seals can thus be obtained without remachining the inside or outside diameter and the high amorphous rate typical of ram extruded products additionally supports the recovery behaviour during assembly in the rod grooves. The cycle time for the assembly process can be effectively shortened as a result.
If the aim is to leverage the leak and permeation performance of the NST product line even with a reduced wall thickness, it is neces-sary to manufacture seal profiles with a thickness of less than 0.6 mm in places. It is no longer possible to achieve this with NST 1111R, which has a typical average particle diameter of 600 µm. The 3M Dyneon Compound NST 2111R – which is not free-flowing – was therefore created especially for thin contours. Particularly in combination with the alternative machining process of isostatic moulding, this enables very thin profile geometries. Restrictions on use owing to the agglomerate size, such as increased permeation or a tendency to crack, are no longer relevant.
Static sealing applications
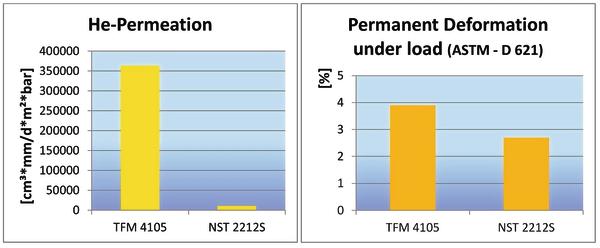
A PTFE compound with microscopically small hollow glass spheres is yet another innovative product. This compound, named 3M Dyneon Compound NST 2212S, was developed specifically for applications involving static loads for use in the chemical processing industry. Although the properties of seals based on NST 2212S are still being investigated in terms of application technology, the material characteristics already determined indicate that an improvement in performance over the best technology currently available can again be expected. Figure 3 shows the values for helium permeation and cold flow performance (permanent deformation), in each case compared to the typical representative flat seal product, Dyneon TFM 4105 (benchmark material). Significant progress has been made regarding the material properties – it remains to be seen whether this leap in performance will be reflected to the same extent in the sealing characteristics.
cpp-net.com/0314454
Share:




{kind=link}