Countless pumps are in use today in chemical plants around the world. They all share one thing in common: they must perform their daily work as efficiently as possible and without any problems over a long period of time. As these pumps become increasingly intelligent, they permit precise open and closed-loop control and monitoring of the turbomachines. Yet, are they really ready for Industry 4.0? What practical solutions can we expect from pump manufacturers in response to this paradigm shift? We decided to investigate what tomorrow’s material handling technologies might look like.
Author Daniela Held Editor, cpp chemical plants & processes
More than anything else, the chemical industry needs is smooth process flows. Many chemical educts and products are polluting, toxic, carcinogenic, caustic, flammable or even explosive substances. If the production machin-ery breaks down, therefore, the resulting problems are not merely financial. Energy and resource efficiency also plays a key role here. At the same time, the industry is increasingly confronted with highly individualised customer specifications and manufacturing volumes. Can Industry 4.0 make chemical products more energy, resource and cost efficient? Will production departments be able to respond more flexibly to changes or downtime and can lead times be shortened? These questions are currently being debated by a whole series of experts, who are sounding out the options and the benefits linked to Industry 4.0 in different areas.
Digitised production
A study conducted recently by the Association of German Engineers (VDI) on Impacts and Challenges of Industry 4.0 attempts to demonstrate how these future scenarios could turn out in practice. The term Industry 4.0, though, appears less appropriate for the chemical industry than the basic idea behind it, namely smart factories and digitised production. The potential for further efficiency improvements by optimising basic chemical processes is meanwhile considered to be very limited. For several years now, process automation has ranked as the decisive option for increasing plant productivity. Unfortunately, the requirements specified for digitised production cannot be met simply by an automation system. Genuine efficiency leaps are only possible if systems and processes throughout the prod-uct and production lifecycle are strongly interacting and optimised. Ye,t what does this mean specifically for chemical plants? Can the components installed there be converted into cyber-physical systems which are auto-controllable and communicate with other cyber-physical systems?
In the opinion of most of the experts surveyed by the VDI study, more modular and more flexible production in the chemical industry has been on the agenda for some time, along with seamless sensory monitoring and real-time optimisation. Suitable networks already exist in the process industry – and indeed they are essential to ensure efficient control – owing to the continuous flow of materials. The final step still has to be taken, however. Industry associations like Namur are therefore endeavouring to agree on standards for data models, for instance. These would allow modules to be integrated rapidly in a process control system and show how information on all a company’s plants worldwide can be stored coherently in that company’s software tools. A cloud application could compare anomalies in individual plants and modules in real time. Amongst other things, this information would enable impending failures of elements like pumps to be detected before they have a chance to occur. The modules concerned could either be exchanged in good time or automatically replaced by redundant modules.
Modular pump concept
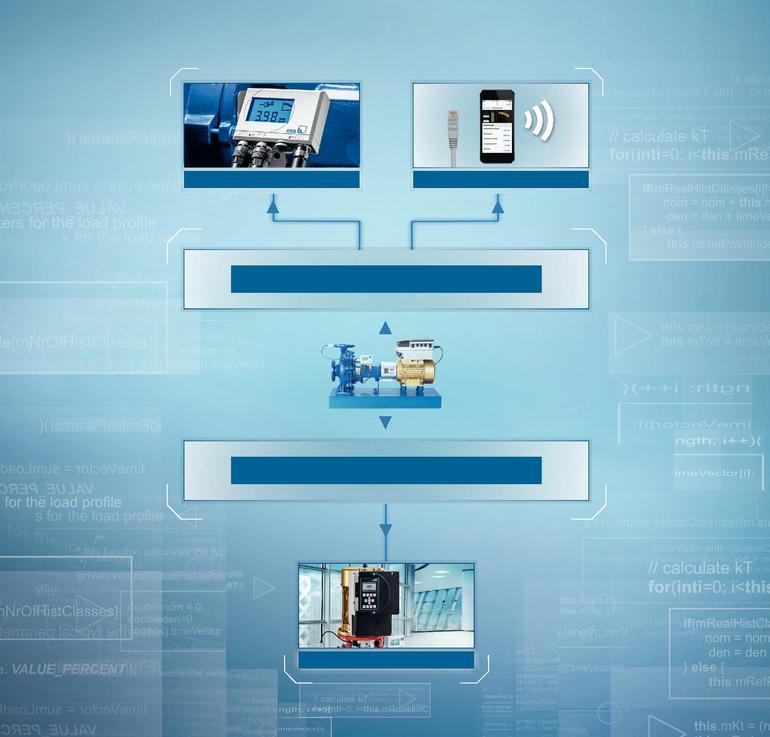
KSB, a German producer of pumps based in Frankenthal, is already equipped to face the challenges posed by Industry 4.0. Designed as modular solutions, the Pumpdrive control system with the My Pumpdrive app and the Pumpmeter monitoring unit with Pump Operation Check are ready for Industry 4.0. They can easily be integrated into a customer’s digital production. Electronic documents can be called up directly at the pump.
The Pumpdrive variable speed system for centrifugal pumps is designed for industrial applications. It adjusts the flow rate to the actual demand in order to keep energy costs to a minimum. For operating the Pumpdrive via a mobile phone, KSB provides its handy My Pumpdrive app. The integrated wireless module allows users to connect to a smartphone via Bluetooth. This application makes commissioning of the pump much faster. All Pumpdrives for motor ratings from 0.37 to 55 kW come in the same design. Up to six Pumpdrives can be combined into a controlling unit via plug-in bus lines.
Pump Operation Check is a service which interprets the load profiles determined by the Pumpmeter pump monitoring unit and provides concrete recommendations for action to increase the analysed pump’s efficiency and availability. For the analysis, pressures are measured for a representative period of time. The measured data is read from Pumpmeter without any impact on the operating process and without any risk of interfering with the operation of the system. Worldwide, more than ten thousand fixed speed pump sets have already been equipped with Pumpmeter. If an analysis reveals that a pump is not running at its optimal operating point, experts may recommend purchasing a variable speed system, trimming the impeller diameter or updating the drive. The editorial staff of cpp interviewed Christoph Emde, Head of Application & Basic Research at KSB, on strategies for further increasing plant production efficiency using tomorrow’s material handling technologies.
Industrial Ethernet connection
In the opinion of Grundfos, the Danish pump manufacturer, modern pump systems must above all learn to communicate more efficiently and be integrated as sensors and actuators. This is essential in order to adapt to the changing requirements in process plant engineering. To communicate with the process control system in real time, the process pumps should preferably have an Industrial Ethernet connection. Andreas Mäckle, Sales Director Industry at Grundfos, explains the iSolutions concept in an interview with cpp. He talks about the fusion of components developed and manufactured in-house – from hydraulics through drive solutions, sensors and control and protection modules to measurement and data transmission units linked up to an intelligent hybrid system, which is adaptable to the requirements of heterogeneous applications. The ability to connect these components to the central process control system over a fieldbus opens up an array of powerful monitoring and control options for the owner of the plant.
This is particularly true with regard to process pumps featuring a variable frequency drive. In contrast to analogue concepts, the frequency converter can be controlled extremely accurately and flexibly by resorting to fieldbus communications. Digital/analogue converter tolerances are ignored during the digital transmission, leading to significantly better control and transmission precision. The susceptibility to analogue signal disturbances is likewise irrelevant with fieldbus communications. Furthermore, switching between different control modes is possible with fieldbus systems (e. g. from constant pressure to constant flow control).
The iSolutions concept is already in use today. A customer in Germany has designed an innovative class of water treatment plant supported by iSolutions – or to be more precise, with the third generation of MGE motors as well as pump-specific pressure and flow sensors – in which energy and water saving technologies are teamed up with digital control. E-pumps and sensors enable digitisation: they make the plant transparent, improve the safety and reliability of the process and ensure maximum uptime.
Pump monitoring software
“The next generation of plant and production equipment must be capable of more if manufacturers are to survive in the global market. It needs to provide information on a plant’s condition and suggest what manufacturers should do to maintain or improve the safety and availability – as well as the efficiency – of their production processes”, explains Gunter Connert, Director Sales Germany at Colfax Fluid Handling/Allweiler. IN-1000 is a smart platform invented by Colfax for condition and operation monitoring. It was designed specifically for Allweiler pumps that are used in operationally critical and environmentally sensitive applications. IN-1000 improves safety while reducing operating costs. The core of the system is a software program developed by Allweiler. The Smart Technology series handles anything from straightforward condition monitoring to more complex monitoring activities, including operation monitoring of multiple pumps for simultaneous fulfilment to ensure safety and operating cost requirements are met. Examples include monitoring of pressure, temperature, leaks, and vibration. The system may also be expanded with standard industrial sensors.
Operations are monitored continuously and automatically, with activity logging and storage for evaluation of the process. If unusual operating conditions occur, both audible and visual alerts are triggered and shown on a graphics-capable colour display. Ethernet connections provide communications with the master control panel. Maintenance personnel, for example, can use the apps and the integrated web browser for remote access from any smartphone or Internet-connected computer. This development marks the arrival of the mega trend Industry 4.0 in the world of pumps, with Colfax/Allweiler implementing the Internet of Things for its products. Depending on the configuration, the Smart Technology platform will automatically respond to pump-related events, such as by switching to another pump. Owing to these capabilities, maintenance and repairs can be planned in advance; there are no unscheduled production downtimes and maintenance intervals can be extended. “The Smart Technology series helps cut the total cost of ownership and is also cheaper than other, comparable systems. Where sensitive operating conditions prevail, for example in thermal oil pumps, ensuring the highest possible safety is a top priority”, Connert continues. The system can be combined with any Allweiler pump and retrofits are not a problem.
These pump manufacturers are changing with the times: although the concepts described here are not at all similar to one another, they are all designed to optimise products in the context of Industry 4.0. At the same time, maximum component availability and energy efficiency will always be the driving factors.
KSB: Hall 8.0, Booth H14
Grundfos: Hall 8.0, Booth C94
Allweiler: Hall 8.0, Booth D63
cpp-net.com/0215400
Availability and energy efficiency go hand in hand

Optimisation in the context of Industry 4.0
cpp: Mr. Emde, what role is played by energy efficiency in efforts to optimise material handling technologies and what about availability?
Emde: Availability is always the number one priority for any production facility. Downtime – and especially unscheduled downtime – is expensive by definition. Fortunately, centrifugal pumps are by no means a compromise between availability and energy efficiency. On the contrary, the service life of the shaft seal and bearings – both of which are wear parts – and hence the mean time between failures is longest if a centrifugal pump is running closed to its best efficiency point. Statistically, in other words, these pumps can be operated for longer and with a lower failure probability at the BEP than, say, at extreme part load or overload.
cpp: To what extent can production efficiency be increased overall?
Emde: In the context of Industry 4.0 efficiency gains are possible all along the value chain. A reliable and energy efficient materials handling system helps reduce operating costs. At the same time, the machines will need to be even more flexible in future. After all, materials handling is an important part of any modular plant concept which is designed to enable customised production. I’m not just thinking about discontinuous production of small batches here. I’m particularly referring to the transient process phases, for example when a batch process starts up. It’s during these phases of the process that the potential for optimising materials and energy efficiency is greatest. A modular materials handling system can make a vital contribution, for instance by assigning integrated – and thus decentralised – control of the fluid transport task to the pump.
cpp: What contribution do KSB products make towards energy efficiency?
Emde: We realised a few years back that we can only fulfil our responsibility to ensure energy efficiency if we set about tackling the challenges in a holistic way. The biggest reduction in energy consumption is achieved at system level. When we take a look at a system as a whole, it’s not uncommon to identify potential savings of seventy percent. To make these savings a reality, we’ve developed five interlocking modules. The first involves analysing the system as the basis for all de- cisions. We use Pumpmeter, a monitoring unit built into the pump, for this purpose. If the plant is a complex one, we also help out with our SES System Efficiency Services. The next step is selecting the overall system, which is mostly done with Easyselect, our proven selection program. Our high efficiency hydraulics form the third module – pumps and valves with optimum flow passages. Number four are our high efficiency drives, which like Supreme – our synchronous reluctance motor – provide the highest levels of efficiency over a wide operating range. The fifth and final module comprises demand driven operation of the pumps with our Pumpdrive speed control system, which determines the demand situation and responds to requirements with a suitable control concept.
cpp: Which products does KSB offer for self-diagnostics and remote maintenance?
Emde: In the meantime, our pumps are hydromechatronic systems consisting of hydraulics, drive technology, sensors, electronics and software. They not only diagnose themselves; they also detect any faults which occur in the hydraulic system. The way we look at it is that our Pumpmeter is the smallest possible unit of intelligence which is built into pumps. It’s a special monitoring unit that records and analyses the pump operating data, establishes a load profile and makes the operator aware of energy saving potential. We also ship a lot of series from our factory that are equipped with Pumpdrive, our speed control system. These two products provide the pump with a digital interface that allows integration into the classic automation world and remote monitoring. We fitted the pump systems in this way in one of Europe’s largest and most state of the art computer centres, for instance. Our customer can monitor the operating status of the pumps there – which are essential for cooling the servers – via a maintenance cloud.
cpp: What has KSB been doing to get ready for Industry 4.0?
Emde: KSB is a contemporary witness and an architect of the last three industrial revolu-tions. I don’t doubt that centrifugal pumps will still look very much the same as pumps manufactured today after the fourth industrial revolution is over, but the products will be totally different. The service component in tomorrow’s products will be much more important. New business models will help our customers concentrate on their core tasks and become more competitive. Developing these new models, service portfolios and technologies is high on our list of priorities. That’s why KSB has set up a task force to coordinate Industry 4.0 development projects, prioritise them and fix their position in the roadmap. Our project strategy is focused and pragmatic, and we can already point to several successes.
cpp: Apart from motors and frequency control, where else can savings potentially be realised by digitising components?
Emde: Digitisation creates considerable extra potential to achieve savings and a whole set of additional customer benefits. It enables new business models, mostly data driven. Together with the data supplied by other components, the high quality information, functionalities and services provided by intelligent pumps can be leveraged to design energy and resource efficient processes. Modular plant components organise themselves autonomously in order to synchronise their maintenance requirements with the availability needs of the production facility. There are fewer unscheduled repairs as a result. As soon as a pump determines and reports that maintenance is necessary, the SAP system triggers an order for spare parts and creates a repair job. The maintenance technician can call up all relevant documentation like installation instructions on a mobile device in the field. The MTTR (mean time to repair) is therefore shorter.
cpp: How are your products protected against manipulation?
Emde: That’s something I personally attach great importance to. After all, acceptance of Industry 4.0 and the Internet of Things that is on everyone’s lips today hinges critically on the answer. To begin with, we’ve introduced an authorisation concept to protect our prod-ucts against unauthorised access. It applies not only when a product is parametrised in the field but also for remote access. You can probably imagine that the security requirements regarding the availability of a computer centre’s server cooling system are extremely high, especially if – as in our example – that centre processes business critical information belonging to multiple large enterprises. We’re currently collaborating with global software leaders to develop suitable security concepts.
Digital workflows make the plant transparent

Integrating intelligent pump systems
cpp: Mr. Mäckle, the Grundfos iSolutions provides a way to configure intelligent pump systems. Does this imply that the pumps are ready for Industry 4.0?
Mäckle: The definition of Industry 4.0 is still rather fuzzy. It’s basically about networks of technical equipment and products as well as digitised data communication and evaluation. In practice, Industry 4.0 means, amongst other things, that a plant is no longer controlled exclusively by the central process control system. Intelligence is shifted into the field: smart field devices execute specific functionalities, and in some cases they also control and monitor other technical equipment. Above all, the digital workflow makes the plant transparent. Based on these criteria, is the Grundfos pump ready for Industry 4.0? The answer is definitely yes – to begin with, a pump system equipped with the third generation of MGE motors can communicate in both directions. It can also execute certain functionalities autonomously with the help of a microprocessor and stored algorithms. Finally, several installed pumps can “talk to each other” and coordinate their activities. This represents an excellent starting point on the way to cyber-physical systems. The next steps are currently in preparation: more sensors, even more intelligence placed in the local microprocessor by the software and more powerful diagnostic systems.
cpp: Which communication standards do you use to transfer the pump data?
Mäckle: For several years now, we’ve been using fieldbus cards to integrate our pumps in a fieldbus system. They’re available in two different versions: CIM is an add-on module that is plugged directly into the pump while CIU is an external box with a built-in 24 to 240 V (AC/DC) power supply. We’ve also developed a base plate E-box which is mounted directly underneath our smart digital dosing pumps. Existing fieldbuses are often replaced or supplemented today by a real-time Industrial Ethernet communication standard. In addition to the classic fieldbus protocols, we therefore offer the CIM/CIU 500 interfaces, which support the Industrial Ethernet bus protocols. The CIM 500 interface supports different Ethernet protocols to reduce the number of variants and offer full on-site flexibility just by turning a rotary switch.
cpp: How is Grundfos preparing to deal with the data deluge?
Mäckle: Grundfos has a mobile, local solution called GO, which is a diagnostic and parameter configuration toolbox for iPod Touch, iPhone, iPad and Android smartphones. It consists of an app and a small dongle with the wireless and infrared interfaces needed to communicate with the pump. All pump operating data, settings and messages can be accessed from the user’s iPod Touch or smartphone. The central cockpit display provides a quick overview of the most important information. Warnings and alarms are shown in readily understandable plain text – and if the pump has a real-time clock, you also see the time when the event occurred. Grundfos Remote Management is an Internet based telemetry system which monitors pump systems installed at remote locations, for example in wastewater plants, by “watching” and “listening”. The pumps and controllers are connected for this purpose to a GPRS/GSM module, which uploads the data wirelessly to a central Grundfos server by mobile radio. The server and data can be accessed from any Internet-connected PC. Grundfos also offers this technology together with various novel services in the framework of service level agreements. We collect the information using standard data loggers, then evaluate it with monitoring and analysis systems developed in-house. The plant owner acquires a complete overview of the system in this way, with trends and graphs that provide an indication of any deviations. That makes maintenance more plannable. A document management function enables all important plant documentation to be stored on the server and shared online with relevant personnel.
cpp: What are the results of the evaluations used for?
Mäckle: The owner gets a comprehensive picture of the actual condition of all pumps and pump systems installed in the plant and can activate or deactivate setpoints. It’s impor-tant to have access to historical data regarding any alarms, warnings or changes to the connected systems – so that if any damage occurs, it can be pinpointed more easily. Last but not least, the new transparency means power consumption is reduced to a minimum.
cpp: How do you protect user data against unauthorised access?
Mäckle: Security is obviously a crucial issue. In the past, the industrial IT that controls the plant was always kept separate from the classic office IT which is connected to the Internet. Industry 4.0 now brings them together. We’ve implemented various security mechanisms in our GRM system. We prevent unauthorised access to the customer’s website with a password and a caller identification system. Incidentally, the data is stored on Grundfos‘ own central servers. We have all the usual security mechanisms of a global technology group in place there – I don’t have to tell you that we’re very conscious of the risks of industrial espionage and IT hacking.
Share:




{kind=link}