
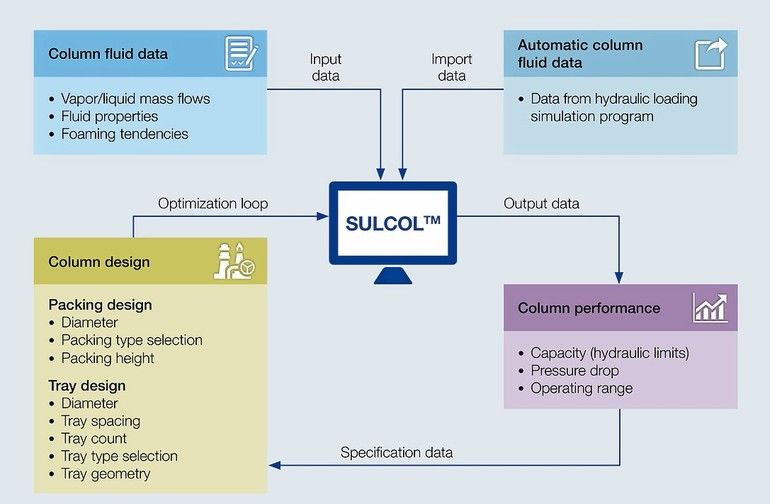
Sulzer first developed hydraulic design software to support customers with column rating and design in the late 1980s. Sulcol now makes Sulzer’s expertise readily available to customers. It helps users to rate or design their fractionating or absorption columns with Sulzer proprietary mass transfer products. The minimum input to the programme is the fluid data – mainly the vapour and liquid mass flows with their respective densities. Sulcol also supports the direct import of hydraulic data from simulation software, e. g. spen Plus or PRO/II Process Engineering. Since packings and trays require different design specifications, different data must be entered and the graphical user interface (GUI) varies within Sulcol. When the mass transfer component is selected, the programme calculates the predicted hydraulic performance of the column. A good hydraulic design ensures that the desired efficiency of the tray or packing is achieved.
Selection of the packing type
During packing design, users can choose the most suitable packing type for their process from Sulzer’s wide range of packing products. If a Mellapak or Mellapakplus structured packing is selected, the default packing efficiency represented as height equivalent to theoretical plate (HETP) is shown. This reference value will help engineers to determine the packing height required for separation. The same fluid data processed with a different type of packing will show different HETP and capacity factors, leading to a different column design. This information allows users to decide on the type of packing best suited for their particular process. Some users prefer a visual representation of the operating boundaries of the selected packing type. Sulcol has a built-in function to generate a capacity diagram with just one click. This diagram, known in the industry as a performance chart, displays the design point as a red dot alongside the maximum flood and maximum capacity curves. Like a “you-are-here” dot on a city map, you know where your column capacity level is and you see clearly how far it could go. The diagram gives you an idea of how much more capacity you could achieve with the specified column diameter and the selected structured packing. Apart from structured packings, generic rings as well as the entire range of Sulzer proprietary Nexring random packings are available in the software.
Help with tray design
Tray design requires additional geometrical input such as the column diameter, tray spacing, number of passes and downcomer dimensions. If a user is designing a new tray section from scratch and is unsure how to start, the design software is the ideal tool. The “Initial Design” button automatically calculates an optimised column diameter based on the selected tray type. Pressing the “Optimise D.C.” button calculates the downcomer size based on the specified liquid inlet velocity. These two wizards allow users to work up a preliminary tray design within minutes.
Sulcol helps users to design columns with Sulzer proprietary tray types such as BDH valves, V-Grid valves like MVG and UFM and UFM AF – the latest valve products. The UFM is a mini floating valve that offers a high capacity and broad operating flexibility. The UFM AF is a larger, fixed valve featuring the same special umbrella shape, which provides both high capacity and great fouling resistance.
Other wizards are also available. With a single click, users can quickly assess the hydraulic performance of VGPlus and UFMPlus, the two high-performance trays. The software presents the extra throughput and operating range of these high-performance trays, which is achieved through a combination of enhanced downcomers and high-capacity valves. The help section contains a user guide to the programme as well as product information on Sulzer’s mass transfer components.
Practical use in a refinery …
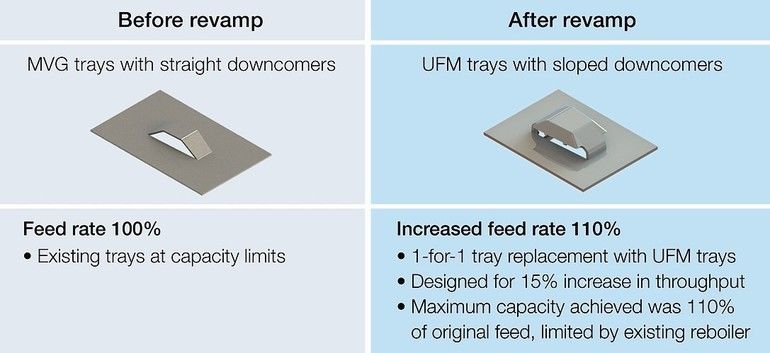
A reformate splitter is used to separate benzene and lighter components from the reformate received from the upstream catalytic cracking reformer. This reformate splitter was built in Texas ten years ago. The column was originally installed with MVG trays. Some years later, the United States Environmental Protection Agency (EPA) stated that blended gasoline in the US must have less than 0.62 % benzene by volume. This would have inevitably led to an increase in feed to the reformate splitter. As the column was already operating at maximum capacity, the existing MVG trays could not handle the estimated extra 15 %.
With Sulcol, the client was able to explore the different types of trays available for a revamp. The column was eventually revamped with UFM trays with sloped downcomers, running at 110 % of the original feed rate. The UFM trays were designed for 115 %, but this capacity was not realised due to the limitations of the refinery’s existing reboiler.
… or in a petrochemical plant
The technologists at a South-East Asian petrochemical plant were leading a revamp study for their aromatics unit. They were expecting a change in feedstock flowrate and composition, and process simulation was conducted to determine the internal vapour and liquid loadings of the columns. Using Sulcol, the technologists were able to perform a preliminary hydraulic evaluation of the existing columns with the new loadings.
The depentaniser, which removes C5 hydrocarbon and lighter components in the top stream, was identified as the bottleneck. The internal vapour loading was set to increase by 36 % while the liquid loads were predicted to increase by 30 %. The existing BDH trays were not able to handle these new loadings. With the help of Sulcol wizards, the technologists identified UFMPlus as a possible solution for the revamp and contacted Sulzer regarding a further optimisation of the UFMPlus trays.
Online search: cpp0219sulzer

Author: Chew Peng Ang
Tray Product Manager, Technology Management and Process Innovation,
Sulzer Singapore




{kind=link}