The modernisation of older chemical industry plants that do not utilise fieldbus technology is always a current issue. A completely new build is out of the question for economic reasons, yet the huge advantages of today’s control and fieldbus technology must not be wasted. It is exactly this situation where remote I/O technology provides an unbeatably efficient solution. Rhein Chemie in Mannheim recognised this early on. A suitable solution was developed and implemented successfully.
Thomas Westers, Stefan Klein
Rhein Chemie is a global company in the chemical industry that has been successfully providing tailor-made additives and service products for more than a century. Some 850 employees develop, produce and sell additives and innovative service concepts for the rubber, lubricant and plastics industries worldwide. The company has its headquarters in Mannheim with subsidiaries and production facilities in Europe and Asia as well as North and South America. Rhein Chemie is a wholly owned subsidiary of Lanxess, based in Leverkusen, Germany.
The numerous plants where the batches are produced are small and consist of stainless steel and enamel reactors, pastillation belts, absorbers, vacuum driers, and mixing and filling systems. Various tank farms, a waste gas cleaning system in accordance with the German TA Luft air pollution control regulations (primarily for H2S removal) and other secondary installations as well as a high-capacity analysis laboratory complement the production facilities.
Modernisation of the multi-purpose plant
A multi-purpose plant, established in 1974 and converted from pneumatic to electric in 1992, plays a key role in the manufacture of products for the lubrication industry in Mannheim. It comprises nine sub-plants for various products. The majority of these plants consist of a central stirring reactor with a volume of 6 to 12 m3 (Figure 1) and various peripheral field devices. In the reactors, the products are produced in batches from the supplied liquid and solid raw materials with a retention time of approximately 24 hours and at temperatures of 10 to 200 °C. The plant surroundings are classified as a Zone 2 hazardous area, while the reactor manhole is Zone 1 and the reactor Zone 0. The areas around the reactors are monitored by gas detectors. Quality assurance is carried out by means of laboratory analyses and the analysis values are entered into the company’s SAP system.
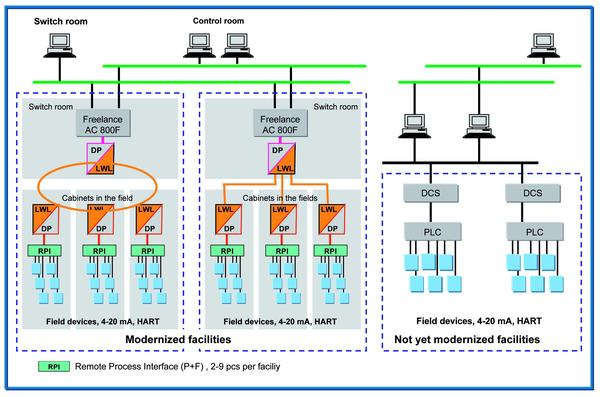
When the plants were converted in 1992, they required a great deal of wiring and space using 4 to 20 mA/Hart field devices (for temperature, pressure, fill level, mass flow rate, viscosity, etc.) with point-to-point connections to a PLC and from there to a process control system (Figure 2, right). In 2004, after 12 years of operation, a new process control system with Profibus fieldbus technology was installed (Freelance 2000, ABB). A decision was called for regarding the best method of connecting the field devices to the process control system.
Two alternatives were considered:
- Connection using remote I/O technology (RIO) while retaining the available equipment and the existing field wiring. The main advantages were the space and cost-saving installation between the RIO and the process control system as well as the possibility of central access to the field devices.
- A new installation connecting (new) Profibus PA field devices directly to Profibus with improvements in topology, bus power supply, device interchangeability, comprehensive diagnostics, etc.
Rhein Chemie opted for the remote I/O solution in line with the principle “don’t abandon the tried-and-tested unnecessarily, but do take full advantage of new opportunities”, says Stefan Klein, the plant engineer responsible. “We saw RIO as the ideal way to modernise our many plants cost-effectively without changing the field, while incorporating the significant benefits of modern fieldbus technology and allowing room for further expansion.“
The Rhein Chemie solution
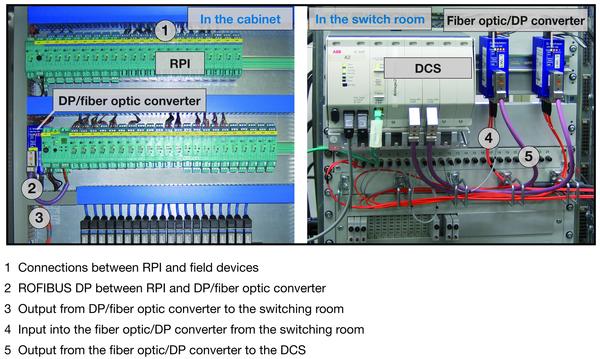
The right-hand part of Figure 2 shows the previous plant topology with point-to-point connections from the field devices to the controller and onward to the process control system. The new concept is shown on the left-hand side of Figure 2 as well as in Figure 3. All parts of the multi-purpose plant have now been converted. The field devices are connected to the remote I/Os with point-to-point technology featuring RPIs (Remote Process Interface) from Pepperl+Fuchs and installed in the control cabinet. Several RPIs are located in each switch cabinet in accordance with the number of inputs and outputs. Signal transmission from the RPIs takes place over Profibus DP – using a combination of conventional and fibre-optic cables with corresponding converters – to the switch room and from there to the allocated Freelance controller (Figure 3). The fibre optic transmission path between the field and the switch room is laid in a loop (Figure 2, left) or star (Figure 2, centre) configuration.
All switch cabinets in the multi-purpose plant (currently 27; the final installation will contain approximately 40) have an identical design, which greatly simplifies aspects such as TÜV approval, maintenance and copying of documentation and software. The same applies to the construction and testing of the cabinets. The control cabinets are manufactured at the Pepperl+Fuchs plant in Bühl/Germany.
The device settings are modified on site using a handheld. Although centralised parameterisation and configuration of RPI systems and Hart devices at the plant with FDT and Pactware are theoretically possible, they are currently only envisaged for the future.
Remote process interface (RPI)
The user has identified a clear profile for modern remote I/O technology. The following requirements are specified:
- Good modular design with a wide selection of function modules
- Galvanic isolation between the fieldbus, field circuits and power supply
- Easy replacement of modules during operation
- Communication option for parameterisation and configuration
- Monitoring options
- Suitability for Hart functionality
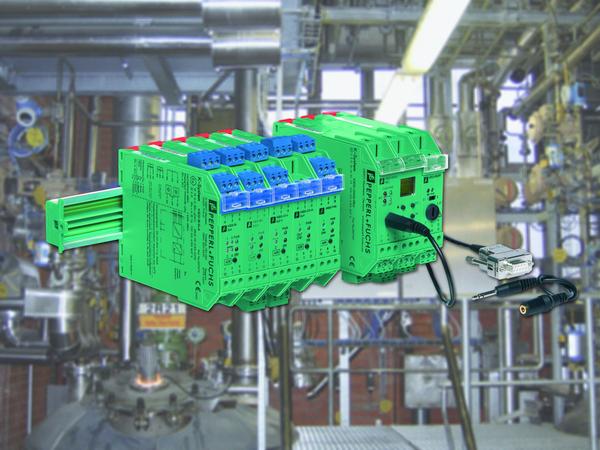
Numerous manufacturers have addressed these requirements and developed appropriate products. For the plants in question, Rhein Chemie opted for the RPI system from Pepperl+Fuchs, a noted specialist for interface technology. The RPI system has a modular design and consists of a mounting rail, power rail, supply module, gateway (com unit) and single or multi-channel I/O modules. Power is supplied to the RPI system simply by snapping modules onto the mounting rail with the power rail insert. The power rail simultaneously forms a redundant backplane bus that facilitates communication between the I/O modules and the gateway. Complex motherboards and separate power supplies are no longer necessary. All sensors and actuators in the field are connected to the I/O modules of the RPI. The measuring signals are transmitted to the process control system serially via the gateway and a single fieldbus cable. RPI provides extremely high availability because the power supply of the system modules, the gateways and the external bus can be redundant. The internal backplane bus is always redundant as standard. The I/O status of the field devices connected to the RPI can be visualised on an LC display at the RPI gateway for diagnostic purposes.
Operators benefit from the mid-way position of RIO technology between conventional and fieldbus concepts. They profit from the combined features of 4 to 20 mA and fieldbus technology, such as:
- Unchanged field installation of devices and their point-to-point connections to the remote I/O
- Continued use of available knowledge and experience for commissioning, maintenance and servicing
- Live exchange of components during operation (hot swapping)
- Economical and space-saving wiring from the remote I/O to the control room
- Central access to all devices, e.g. from a maintenance system
- Subsequent upgrades (comprehensive diagnostics, central operation, introduction of Profibus PA devices)
Among the positive experiences reported by Rhein Chemie are faster and easier maintenance, the possibility of online extensions and on-site modifications without downtime and the availability of plant information. The RPI’s LCD delivers diagnostic information regarding the switch states of the binary signals, the analogue measured values and the plausibility of the manipulated variables. This is a great help for maintenance personnel and makes troubleshooting much easier. An explosion-proof laptop with operating software for local diagnostics, essential in many other systems, can be dispensed with.
Online info www.cpp-net.com/2309436
Share:




{kind=link}