
Recent trends toward the use of efficient drives and optimised application processes have been accompanied by significant energy savings. One aspect that has received little attention up to now is how energy consumption is handled during production breaks and ways to control consumption according to capacity utilisation. By selectively switching off unneeded loads and adapting parameters such as clock pulse rates to the actual production speed, significant opportunities can be created in this area.
The author: Dr. Peter Wenzel Managing Director Profibus & Profinet International (PI)
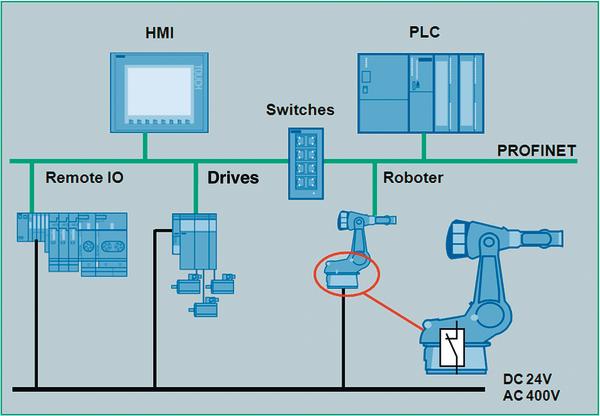
Studies show that many loads in modern factories and plants remain switched on during breaks and hence generate avoidable CO2 emissions. The same is true during production-related idle times. Profienergy, the non-proprietary Profinet profile, utilises the Profinet infrastructure and communications functionality to leverage potential energy savings during downtimes (production breaks or idle times). Profienergy commands process information about the duration of these various downtimes, which are either required by the application (scheduled breaks or idle times) or a result of a specific malfunction (sporadic breaks). The control unit responsible for energy management simply sends a command containing information on the length of the downtime to the Profienergy-capable device (or machine). The device itself then decides which components to switch off and when they should be switched on again in order to be ready for operation after the downtime ends. It makes no difference whether the devices are individual components, such as a drive, or an entire machine. To make a device ready for operation again, all the application has to do is send a switch-on command. This enables a coordinated ramp-up of the plant equipment depending on the general conditions and constraints of the application. The ramp-up time of each device must be known to ensure that components with different ramp-up times are nevertheless switched on in an energy-optimised manner. The energy management software uses this data to determine the proper timing of the switch-on commands, which can also be used to avoid load peaks.
Defined applications
A set of use cases was defined in order to map the diverse conditions prevailing in factories and enable the new profile to work as efficiently as possible in the real world. The main emphasis here was on switching loads off and on again during long or short, production-related idle times. An energy-saving mode can also be implemented for malfunctions that trigger interruptions (unscheduled breaks), however. Moreover, the machines can be controlled in an energy-optimised way, depending on capacity utilisation. Another use case involves measuring and visualising individual energy consumption. In the event of imminent and very costly load peaks, it is thus possible to switch off secondary processes selectively.
Idle times: The system halts the plant in a defined manner and switches off those loads where energy savings can be achieved in a comparatively short time and the ramp-up times are sufficiently fast. Critical, safety-related functions are maintained. When production is resumed, the system switches on the loads again in a defined sequence and makes sure they all start up correctly.
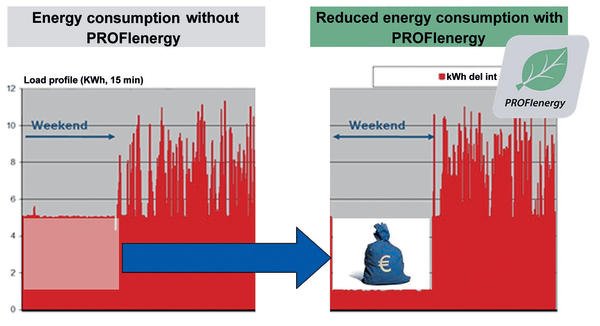
Breaks: The switch-off periods for breaks are potentially longer, which means that more parts of the plant with longer switch-off and restart times can be switched off compared to the first use case. Many modern factories still consume a large amount of energy during production-free periods, for instance at weekends, because switching the equipment off and on again is too much trouble.
Unscheduled interruptions: In contrast to the first two use cases, the timing and duration of the downtime are unknown here. Interruptions due to malfunctions are a classic example of this kind of downtime. One possible approach would be to initially reduce the energy demand in the same way as for a short break or idle time. If it turns out that the mainte-nance work will take longer, the plant can also be switched to the energy saving mode associated with long breaks.
Acquisition of measurement data: Profienergy contributes to active energy management by implementing a standard approach for acquiring and reading out measured values in combination with transparent manufacturing processes. In addition to measurement devices in the traditional sense, today’s plants already have many built-in devices that measure energy values implicitly. Frequency converters are a very good example. Profienergy uses their data to control the machine as a function of the load and, supported by trend analyses, avoid expensive load peaks or operate the equipment in part-load mode.
The main advantages for end users lie in the reduced energy consumption and resulting cost savings. During non-production times, certain automation equipment, for example, still requires up to 60 % of the energy consumed during active production. In this case, the aim is to switch off part or all of the equipment that is no longer needed. The potential saving here can be as much as 80 %.
No external wiring
Whereas external wiring is currently required to switch loads on and off, it can be dispensed with if commands are sent via the Profinet infrastructure. The devices and control units concerned simply have to be prepared for use with Profienergy and two commands integrated in the user programme. The actual control logic for the process can be kept strictly separate from energy management. The loads themselves can interpret these Profienergy commands and react to them in an appropriate manner. By shifting the switching function to the device, the manufacturer can decide how to achieve the greatest energy saving with a particular component.
Profienergy gives users a standardised, open interface for energy management of systems integrating products from different manufacturers. As a result, the devices in the system can be chosen without being restricted to a single supplier. Suitability for the application and the potential energy saving are the most impor-tant criteria. The increased competition among component and system manufacturers to develop energy saving solutions is a further benefit.
cpp-net.com/0112428
Share:




{kind=link}