

The additional use of pure oxygen for thermal disposal or recycling of waste products is state-of-the-art. Moreover, the development of an oxygen-operated ultrasonic atomiser for liquid waste incineration by Altec, the application specialist of Air Liquide, makes it a simple matter to convert to operation with extra oxygen volumes for use in mono incineration plants or rotary kilns and thus increase combustion capacity.
The authors: Dr. Gerhard Groß Department Manager Chemical and Industrial Cryogenics, Altec Christopher Westin Bulk and On Site Sales Manager, Air Liquide Ismo Lehto Process Development Manager, KemFine Pauli Lokkinen Day Supervisor, Production, KemFine
Liquid wastes, such as waste water and alkaline solutions with inorganic and organic substances that cannot be recycled or disposed of in sewage treatment plants due to their poor biodegradability, have to be thermally disposed of in mono incineration plants or rotary kilns for hazardous waste incineration.
This particularly applies to liquids with toxic components, organic or inorganic compounds that are difficult to crack, chlorinated solvents, acids, halogenated hydrocarbons or waste oils with or without PCBs. Combustion, i.e. oxidation in the gas phase, is the most appropriate solution from a technical point of view. In this process, waste water is often concentrated by evaporation prior to combustion.
The waste water is converted into its gaseous phase by atomisation and vaporisation, then mixed with air and heated up to between +850 and +1400 °C. The organic substances contained in this mixture oxidise completely to form CO2 and H2O. In the same way, sulphur oxidises completely to form SO2. Inorganic substances are accumulated as solid material (dust) in a filter or as liquid molten salt. Although the reactions of most waste products are exothermic, large parts of the combustion process are not autothermic owing to high and frequently varying water concentrations that require the supply of fuels, such as natural gas or fuel oil, to additionally support combustion and in some cases also solvents that have to be disposed of.
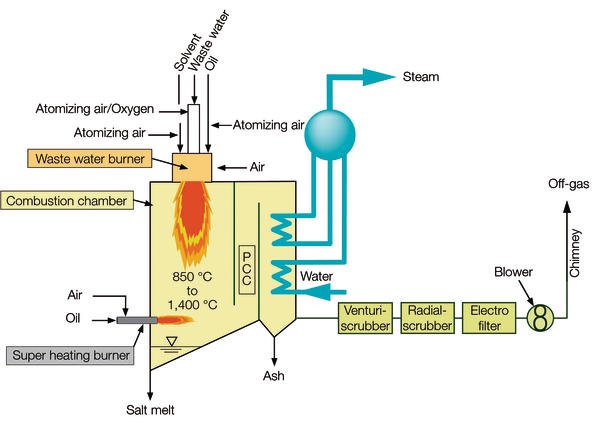
Figure 1 is a scheme of a mono incineration plant. The plant consists of a stationary, mostly top-fired, furnace either with a refractory lined combustion chamber or with a combustion chamber lined by water or steam cooled pipes that are partly equipped with a wear-and-tear layer.
Liquid waste products are injected via atomising nozzles, which mix internally or externally and use compressed air or steam as the atomisation medium. The nozzles have a large inner diameter because most waste waters and alkaline solutions are contaminated with solid materials and/or products that can be polymerised. Atomisation by pressure is consequently not feasible as obstructions are bound to occur. Due to the composition of the liquids, gaseous compounds such as CO, SO2 and NOx are produced by incomplete, and sometimes also complete, combustion. The flue gas of these compounds needs to be treated and cleaned in a complex way in order to observe emission limits. The equipment required for this treatment, such as an exhaust heat boiler, electric filter, scrubbers for acids and alkaline solutions, active carbon filters and a denox unit, is very sophisticated and involves high capital and operating costs.
Incineration plant operators are therefore interested in cutting costs by increasing the volume of waste water. However, this objective can only be partially achieved with conventional revamping of the plant and is extremely expensive. The flue gas flow has a limiting effect due to the hydraulic pressure loss and restricted capacity of the flue gas purification system. Oxygen as an additional oxidation agent, on the other hand, offers the advantage of allowing the part of the flue gas flow consisting of up to 67 % by volume of nitrogen to be replaced with the reaction products of the combustion process, i.e. CO2 and water vapour.
Process technology with oxygen
The concentrations of CO2 and H2O in waste gas increase due to the reduced nitrogen ballast. Reaction products such as CO and Ctotal that have not been incinerated decrease because the oxygen partial pressure and the flame temperature rise, making the oxidation process more complete. In the past, three main alternatives have been used to convert the process to combustion with oxygen:
- Enrichment of the combustion air
- Use of a separate oxygen burner
- Direct injection into the flame or the reaction chamber
In the case of enrichment, the oxygen quantity is limited because of the sudden increase in the flame temperature, which can cause thermal overheating and damage to the burner if the latter is operated without interruption. The throughput of waste water rises by a maximum of 39% with this process if the other parts of the incineration plant are scaled up for higher feeds. Nitrous oxide emissions may therefore also increase, depending on the waste water composition.
The risk of thermal overheating does not apply to O2 burners on account of their design. However, the thermal production of NOx is multiplied due to the high flame temperature of approx. +2800 °C, which rises exponentially once it reaches +1300 °C. Oxygen enrichment and oxygen burners thus require the use of a denox unit or a primary NOx reduction process, especially for liquid wastes with a high calorific value and high concentration of nitrogen compounds.
Direct injection into the combustion chamber is ideal if enrichment results in excessive flame temperatures or if the oxygen volumes that are additionally required cannot be injected into the combustion chamber.
These solutions are often not sufficient in case of bottlenecks that would normally necessi-tate the construction of a new combustion plant.
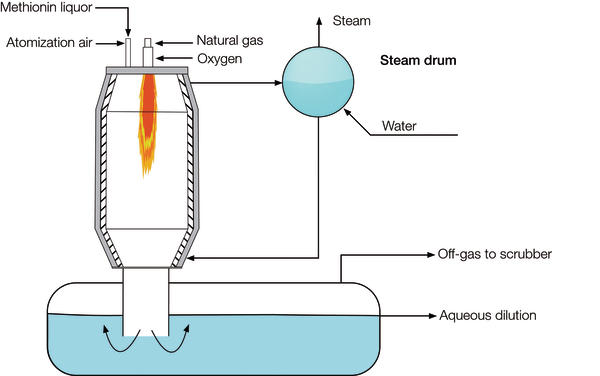
Against this background, Air Liquide developed an alternative injection process, making use of the high mixing energy of free oxygen jets that are injected into the combustion chamber at the velocity of sound. The O2 nozzles are integrated symmetrically into the water-cooled ceiling of the furnace (Figure 2). The gas is always injected at sound velocity, even if the volumes change. If the additional oxygen supply is not in service, air purging is activated automatically to prevent overheating or the obstruction of the nozzles by salts which are sublimated out of the furnace atmosphere. It is thus possible to operate the plant either with or without additional oxygen without any problems.
Advanced development
Liquid waste is usually atomised with nozzles that are operated with compressed air or steam and mix two substances, either exter-nally or sometimes internally. The specific consumption of compressed air amounts here to 0.2 to 0.3 kgair/kgwaste water at 5 bar nozzle pres-sure and 0.2 kgsteam/kgwaste water at 10 bar steam pressure.
The atomised droplets have a diameter of between 200 and 400 µm. The larger the diameter, the longer the residence time until complete evaporation, so that the throughput of waste water indirectly depends on the droplet diameter of the nozzle.
Moreover, the ratio of the atomisation medium can equate to up to 10 % of the flue gas volume. Substituting steam or compressed air with oxygen as the atomisation medium is hence another way to increase the throughput of waste water.
Air Liquide has developed a process for replacing compressed air and steam with oxygen as atomisation medium and reducing the diameter of the droplets while improving the productivity of the waste water combustion process – without any increase in NOx and CO emissions.
Due to the high reactivity of pure oxygen in contact with flammable substances, atomising nozzles with external mixing were the only option available for this novel solution. The waste water is already partially incinerated because of the higher partial pressure of oxygen in the atomisation zone. Furthermore, the new technology makes it possible not only to inject the oxygen needed for atomisation but also the total volume of oxygen that is additionally required to increase the capacity. In order to reduce the size of the droplets, ultrasonic atomisation takes place in the frequency range from 20 to 100 kHz. Droplets approximately 100 µm in size can be achieved in this way (Figure 3).
Initial tests on a production scale were performed in the fine chemical industry in the spring of 2008. The company concerned manufactures agricultural chemicals, pharmaceuticals and speciality products. Its multi-purpose facility, with several different reactors and a total capacity comprising more than 500 m³ of reactor volume, manufactures a wide range of partial products. The liquid wastes created du-ring production are disposed of in a waste water incineration plant that conforms to the EU standard and has a combustion heat capacity of 10 MW. The incinerator (Figure 4) consists of a rectangular combustion chamber with a post-combustion chamber, each equipped with a refractory lining and an outlet at the bottom for molten salt, a waste heat boiler, a Venturi scrubber, a wet electrostatic filter, a radial scrubber for removing sulphur dioxide and a blower and chimney. The main burner installed in the ceiling of the furnace consists of a lance for atomising waste water, three nozzles for solvent and heavy fuel that are concentrically arranged around the waste water lance and primary and secondary air nozzles.
The waste water is pumped from the storage tanks towards the burner via two pipelines and mixed just upstream of the atomising lance. The waste water – a mixture of about 40 to 75 % water by weight and numerous organic and inorganic compounds – has a calorific value that varies from 2 to 6 MJ/kg. Heavy fuel oil and organic solvents with a calorific value from 20 to 40 MJ/kg are also incinerated as supporting fuel. An oil burner at the bottom of the combustion chamber ensures the minimum temperature before they enter the chamber and also keeps the salts in molten form. If required, fuel gases can be heated up to the legally prescribed minimum temperature of +850 °C by an oil burner prior to post-combustion. The liquid salt slags produced during combustion are extracted via an outlet at the bottom. O2, CO2, CO, H2O, NOx, HCl, SO2, CH4, NH3, dust, gas flow and Corganic are analysed in the flue gas.
Raised waste water throughput
The installed combustion chamber, exhaust heat boiler and flue gas cleaning system were working at full capacity with a total waste water volume of approximately 2000 kg/h and a solvent volume of 400 kg/h. Two options for disposing of the waste water volumes resulting from the higher production levels over the past few years were to either upscale the combustion chamber, boiler and flue gas purification system or use additional volumes of oxygen. Due to the lower capital costs, the company opted for additional volumes of oxygen after operational reliability had been confirmed in a three-month trial.
In order to raise the waste water throughput at constant flue gas volumes and temperatures, the existing compressed air atomiser was replaced with an ultrasonic atomising lance with an atomisation frequency of 20 to 100 kHz and pure oxygen as atomisation medium. At an oxygen throughput of 600 m³/h, the atomising lance injected not only the atomisation medium into the combustion chamber but also the additional volume of oxygen required for combustion. If the downstream plant equipment is able to operate with a higher load, it is possible to increase the total waste water volume by at least 55 %. In order to maintain the oxygen concentration of 6.0 % by volume in the flue gas, the process computer continuously reduces the combustion air volume from around 11,000 to 9,100 m³/h. By adjusting the solvent volume accordingly, the flue gas temperature is kept at a constant +900 ±20 °C while the steam volume is reduced from approximately 9 to 8.6 t/h. With a constant heavy fuel oil volume of about 200 kg/h, more solvent is incinerated. The average value of the solvent volume increases from 442 kg/h to 557 kg/h when oxygen is used.
Lower CO values
The half-hourly average values for CO are noticeably lower than the limit value of 50 mg/m³, namely in the region of 15 mg/m³. The amount of NOx emissions depends on the composition of the waste water and solvent. Compared to when the plant is operated with air and certain waste water fractions, these emissions are greatly reduced with half-hourly average values of around 100 mg/m³. The concentrations of Ctotal typically fall from 0.3 to 0.1 mg/m³. The unavoidable formation of waste water layers in the storage tanks leads to permanent changes in the calorific value and water content that explain the scatter of the measured values.
In addition to this, the combustion capacity of the plant can be increased up to 55 % at identical residence times of 2.0 s and constant flue gas volumes. Additional oxygen volumes can be atomised and injected steplessly with pure air, pure oxygen or oxygen-enriched air as atomisation medium. The waste water flow rate can be continuously increased in this way at constant flue gas volumes. The reduction in the primary air volume required for this purpose is automatically achieved by adding the oxygen concentration measurement in the flue gas. Following the completion of the three-month trial phase, no premature wear and tear were noted on the lining, steam pipelines, scrubbers or electric filter.
It was therefore decided to introduce ultrasonic atomisation of oxygen on a permanent basis and production has been running smoothly since March 2008.
Online-Info: www.cpp-net.com/2211401
Share:




{kind=link}