

If you take a closer look at your compressed air supply, you will almost certainly be able to cut your costs significantly. Variable-speed compressors and dryers, well-designed controlling concepts as well as leak checks are important approaches.
The prices for electricity have always been higher in Germany than in nearly all other EU countries. Yet they still keep on rising, as the VIK (Association of the Energy and Power Generation Industry in Essen) showed in its recent report for August 2008: the price index for purchasing medium-voltage electricity has increased by more than 130 % since January 2002 – and by about 45 % during the last twelve months alone. It is thus even more important to have access to energy efficient facilities and methods. The compressed air supply offers plenty of saving potential.
Systematic check-up
Compressed air is an important energy source the chemical industry depends on. Thus, facility operators should check their supply for all possible sources of energy loss – in the generation, preparation, distribution and use of compressed air. This is where Atlas Copco comes into play as a manufacturer with a service called AirScan for inspecting compressed air production and installation. By analysing a weekly record of compressed air consumption as well as the operating costs for the compressors, it is possible to calculate the amount of energy that is used for production. The energy requirement for this compressed air profile is then simulated – with selected compressors and based on the latest machine data. The potential energy saving can be accurately identified and demonstrated in this way.
Variable-speed compressors and dryers generate the biggest savings with most requirement profiles. This is also the opinion of the ZVEI (German Electrical and Electronic Manufacturers‘ Association). The association discovered in a survey that by deploying energy efficient electric drive technology in pumps, fans, compressors or centrifuges, about 27.5 billion kWh of energy can potentially be economised. Approximately eighty percent of this saving is contributed by variable-speed motors and the remainder by high-efficiency motors (EFF1).
For operators seeking to increase their energy saving potential with a VSD (Variable Speed Drive) compressor, efficient control is indispensable. This is especially true when several compressors are used. By measuring the operating pressure inside the pipes, a higher-level controller can send commands to all connected devices and the variable-speed compressors receive direct instructions. Pressure fluctuations in the system are prevented.
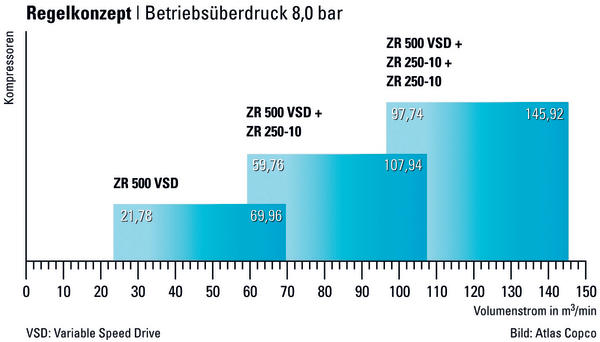
If several compressors are required for supply, a well-designed controlling concept needs to be developed for the installed compression capacity. It is not enough to install three or four compressors with the same motor power and equip just one of them with a variable-speed drive.
This would result in controlling gaps, which would in turn lead to idle times with high losses. The control ranges of the individual compressor constellations need to be overlapping in order to guarantee that once a constellation has been selected, it continues to operate as before if the throughput is changed at the switching point.
The AirOptimizer controller from Atlas Copco not only controls the active compressors but is also able to monitor the compressors and dryers as well as other connected facility parts or devices capable of remote maintenance. The operator can call up all technical data of the compressor station over a higher-level fieldbus. By connecting it to the local network, this data can be visualised anywhere within the company or group. Atlas Copco offers this remote monitoring service under the name AirConnect.
Up to 30 % loss from leaks
In addition to taking a close look at compressor energy requirements, AirScan also addresses other energy relevant issues, such as leaks within the cable system. Removing the wiring is a regular task in a company working with compressed air. The connecting lines from the main line to the machines are of particular importance here. Leaks which have occurred once will rip open again and again, especially in combination with high temperatures and shocks. In a large compressed air system with many connecting lines, leaks can cause up to 30 % air wastage.
Further energy saving potentials are frequently revealed by considering the reduction in pressure from production to consumer. Since stations grow in the course of time, more compressed air is pumped through more compressors than the facility was originally designed for. Only the pipelines and filter devices remain unchanged. This often results in a dramatic pressure decrease within the system, proportional to the square of the volume increase. In other words, if the volumetric flow increases 20 %, the pressure is reduced by 44 %. In addition to this purely statistical view of the pressure decrease, it is also important to keep an eye on the contamination of compressed air filters and control panels. The filters must be replaced according to the pressure decrease and at least once a year. With coalescence filters, the foam coat becomes brittle, with a negative impact on filtering performance.
Energy savings with dryers
The next issue are the compressed air dryers; they belong in every compressor station. Here, the refrigerant type dryers in particular should be checked for their energy consumption; an efficient control is decisive here as well. Since an uncontrolled refrigerant type dryer picks up a constant electric output. If the compressed air requirement decreases or if consumption goes down to zero on the weekends, energy is being wasted for nothing.
A speed-controlled refrigerant type dryer optimises the energy consumption: If less compressed air flows through the dryer or if the compressed air input temperature decreases, the stress on the dryer will be less. The dew point can be adapted to the outside temperature as well. Here, only the currently required energy will be picked up.
With smaller refrigerant type dryers a throughput-dependent control should be installed, such as the Saver-Cycle-Control from Atlas Copco. This is a refrigerant type dryer control that switches off the cooling agent compressor if no throughput takes place or if the dew point has been adapted to the outside temperature.
Adsorption dryers are the other important group of compressed air dryers, whereas one must differentiate between cold regenerating and heat regenerating devices. The cold regenerating dryers extract the drying energy from the already dried compressed air stream and have a very short cycle duration. 15 % of the nominal volume stream are needed for drying and are not available to the compressed air application itself. In addition, this consumption is needed no matter how heavily the dryer is being stressed. Here, a first step for saving energy would be the deployment of a pressure dew point control. This helps to only consume the required regeneration air depending on the current stress on the dryer. A lot more efficient is the deployment of heat regenerating adsorption dryers.
In this construction, for regenerating the drying agent, the heated surrounding air is channelled through the drying agent bed where it picks up moistness. The drying agent’s water intake capacity is much higher, since the regenerating air temperature is higher as well. This extends the cycle durations. If you compare the energy consumption of both types of dryers, the heat regenerating adsorption dryers can save up to 60 % of energy; this makes 30 kW at a volume stream of 2500 m³/h 30 kW.
Investments often pay off
Investment resources are at first often available for changes within their own production; the supply areas are usually seen as secondary. The more reliable a facility ensures the supply, the more difficult it is to get financial resources for an improvement in terms of energy, as experience shows. The Federal government is aware of this as well. In the “Nationaler Energieeffizienz-Aktionsplan der Bundesrepublik Deutschland” (national energy efficiency plan of the Federal Republic of Germany), it points out the compressed air contracting model. Here, the company to be supplied does not need to carry out the modernisation by itself, but leaves this to a third party. The facility is financed through the energy savings.
Atlas Copco is able to determine the ideal machinery equipment from the calculated requirements and the expected development, to plan and to modernise or even renew the compressor stations. For this service, a project department of its own with decentralised project engineers is available. Apart from that, the company from Essen offers a financing plan which has no effect on balance sheet totals. Facility support will be agreed upon in a premium maintenance contract. Depending on the determined saving potential, the financing rate can be more than balanced through the saved energy costs. The customer will be able to concentrate on his core competence and does not need to care about his compressed air supply.
cpp 429
AirScan
AirOptimizer
AirConncect
Compressed air contracting
Share:




{kind=link}