
The Atex directive 94/9/EC for potentially explosive atmospheres is mandatory since July 1st, 2003 and also includes non-electrical devices. A product line of vacuum pumps for potentially explosive atmospheres according to Atex has been developed on the basis of the proven chemistry diaphragm pumps and pumping units. Together with the well know Ex vacuum gauges, a complete product line for vacuum generation and measurement in potentially explosive atmospheres is now available.
Dr. Juergen Dirscherl
Many chemical processes benefit from being carried out under vacuum conditions. Especially in chemical laboratories and mini-plants, totally oil-free chemistry diaphragm pumps – with wetted materials made from fluorinated plastics – can be used to great advantage and are now very common. Many solvents are inflammable at atmospheric pressure and have a sufficient high vapour pressure to form explosive mixtures with air. The upper and lower limits of inflammability converge with decreasing pressure and finally meet at a gas-dependent pressure (vacuum). Below this limit vacuum inflammation is no longer possible. It is often argued that explosion protection is not critical under vacuum conditions for this reason. However, this is not valid for compression to higher pres-sures – especially atmospheric pressure – inside a vacuum pump.
Chemistry diaphragm pumps provide excellent conditions for preventing ignition sources, as they are totally oil-free and do not have any sliding surfaces. All wetted materials have high chemical resistance and the diaphragm hermetically seals the pump chamber from the crank chamber. Explosions caused by chemistry dia-phragm pumps have never actually been reported – as far as the author is aware – though such pumps are often used in practice to pump inflammable mixtures without being approved for this application.
The Atex directive also includes non-electrical devices. The Ex diaphragm pumps available, for instance, on the German market only had Ex approved motors but were mostly not approved for pumping inflammable mixtures. A well known method to overcome this limitation is to inertise the process volume (i.e. to flush and purge with nitrogen). The new Atex directive also includes the non-electrical part – in this case the pump module. This, and the high requirements specified by the relevant European standards, necessitated a sophisticated safety concept. Although Atex causes high costs, it results in a sounder legal basis for both users and manufacturers as regards operational safety.
Applications of explosion-protected chemistry vacuum pumps
In production facilities and plants it is usual practice to analyse safety aspects by means of a risk assessment. This is not always the case with mini-plants or chemical laboratories. It is sometimes difficult to draw the line between research devices and small plants, and the quantity of solvent often serves as a criterion. A risk assessment might be advisable above a solvent quantity of 1 to 2 l per experiment. It should be borne in mind, however, that having a potentially explosive atmosphere in a lab will increase both operating and equipment costs significantly.
The typical applications of explosion-protected chemistry vacuum pumps include the evaporation of large solvent quantities, e.g. inside large rotary or parallel evaporators, as well as vacuum drying chambers and many processes in mini-plants. Only time will tell if chemical lab-oratories handling large solvent amounts are also classified as areas with potentially explosive atmosphere.
Vacuum pumps and pumping units according to Atex
The proven chemistry diaphragm pumps from Vacuubrand, with their highly precise planar diaphragm system, are a good basis for achieving controlled and reproducible compression inside the pump chamber. The pumps have been analysed in a risk assessment with regard to the applicable standards. The motor has a flameproof enclosure with integrated, manually resettable overcurrent and overtemperature protection. This enables a direct connection to 230 V/50 Hz mains voltage. The dia-phragm pump head parts are made from anti-electrostatic, reinforced, fluorinated plastics, in some cases with a metallic stability core. There is a second (safety) diaphragm below the PTFE/elastomer working diaphragm. The crank chamber and the intermediate space between the two diaphragms must be purged with inert gas like nitrogen (for external equipment category 2 only). The connections between the cylinders are partly made of anti-electrostatic, fluorinated plastics and stainless steel. The optional gas ballast has a hose nozzle for connecting the inert gas. There are overpressure relief valves internally and at the exhaust. Only a small flow of inert gas is required, keeping operational costs low. A gas detector dependent on the pumped gases can be attached to the inert gas exhaust to detect diaphragm breakage.
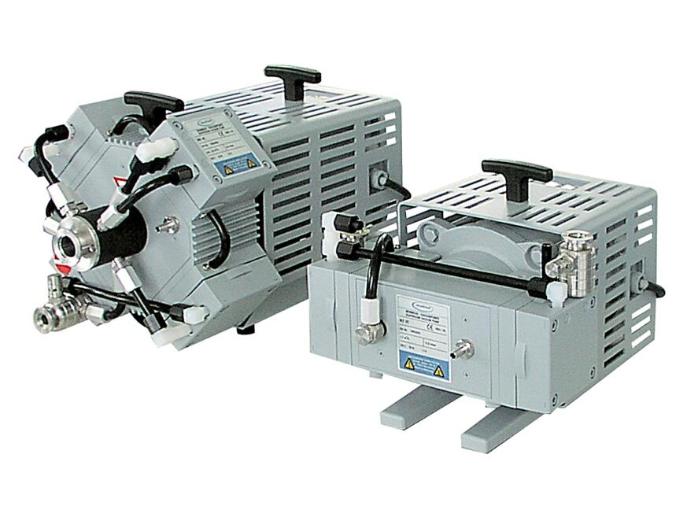
The chemistry diaphragm pumps (Fig. 1) have been assessed and tested according to EN 13463–1. They have equipment category 2 and temperature class T3 (max. surface temperature 200 °C) according to Atex. This temperature class is sufficient for most common gases and vapours.
Additional models with a higher pumping speed and pumping units with an inlet separator and an exhaust waste vapour condenser are available soon (Fig. 2). Due to the open glass parts, the pumping units have to be protected externally by the user against glass damage and breakage, for instance by assembly inside a cabinet or fume hood.
Approval for equipment category 1 (ex-plosion zone 0) is not possible as this would have required an additional flameproof enclosure and flame arresters at the inlet and outlet. Flame arresters can be extremely critical when used with condensing or corrosive media. The requirements for these and other components have to be defined by the user specifically for each application.
cpp 403
Share:




{kind=link}