

Accurate continuous feeding of moderate to poor-flowing bulk products presents a great challenge. High precision is demanded for products with poor flow characteristics, even with a low throughput. At the same time, loss-in-weight feeders must be integrated into complex process plants. Other factors such as pressure in upstream or downstream processes, external vibrations or special operating procedures may also need to be considered.
The demands on continuous feeders for solid substances are considerably higher than for batch feeders. While batch feeders must normally achieve the set weight with the required accuracy at the end of the feeding cycle, a continuous feeder must consistently operate within the specified accuracy limits throughout a short time frame. Accuracies are generally measured and determined in line with the recommendations of Namur process sheet NA 40. According to these recommendations, the feeding consistency Sk (= variation of the actual value compared to the average value achieved) and feeding accuracy Sd (= deviation of the average value compared with the set value) are calculated on the basis of thirty measurements at one-minute intervals. In certain critical applications, where the residence time in a downstream process is less than one minute, the feeding accuracy may need to be measured over a shorter time frame. In this case, high-precision scales with a short response time and fast-acting recording instruments are essential. If increased demands are made with regard to feeding accuracy and consistency, a higher specification can be offered. The accuracies stipulated for a particular application must be carefully defined when the project is planned.
Ideal capacity ranges
The application specification often states a feed range of more than 1:20 between the minimum and maximum feed rates. A wide feed range can basically be achieved with a volumetric screw feeder that is controlled by a frequency inverter at 5 to 100 Hz. However, this requires the bulk product to have good flow characteristics and the feeding screw to be evenly filled with product over its full range. In some cases, the frequency can be increased up to 130 Hz. Gericke’s GAC volumetric feeders additionally support operation in lower or higher feed ranges by changing the feeding sets. This can be a great advantage when handling products with short life cycles in multi-product plants.
With gravimetric feeders, on the other hand, narrower limits may apply. If the feed rates and therefore the refill quantities from the hopper are too low, the weighing mechanism of the feeder is unable to re-gister any significant mass (product) decrease, with the result that insufficient input parameters are available to the control system.
If the feed rate is close to the upper limit, the weigh hopper has to be refilled within a comparatively short period of the gravimetric feeding cycle. No weighing is pos-sible during this period and the feeding mode is volumetric. This means that the higher the selected feed rate of a loss-in-weight feeder, the longer will be the periods without gravimetric feeding. The feeding results can also be affected, for example, by kinetic energies arising from frequent refills. An optimum feed range likewise applies to gravimetric feeding, where the accuracy is almost constant in the mid-feed range but decreases in the upper and lower feeding ranges.
Trend towards micro-feeding
The demand for feeding smaller quantities in a given time frame has increased in recent years. This trend was partly triggered by the pharmaceutical industry, which is considering new continuous production processes, and partly by the food and chemical industries as well as other special technologies with similar applications.
The method of product discharge from the hopper into the feeder becomes more important at low feed rates, especially when high-precision measurements are neces-sary over a short time period. A smaller multiple-start screw turning at a higher speed or a twin screw can lead to an improvement, but the limit will eventually be reached. There are several possible reasons for this:
- Compacting of the bulk product at the feeder inlet if the cross-section is not wide enough
- Tendency of substances to form cylinders
- Risk of product breakdown
However, the weighing and evaluation techniques are also subject to restrictions. In addition to the resolution of the load cells, the cell response time and the entire feeder control system are very important for optimising short-term accuracies. Measuring intervals for check weighers of one second are fairly common and could be a critical aspect, especially if the load cells work according to the vibrating string principle and its inertia. This problem can only be solved by determining the so-called sliding average. Here, the actual weighing signal is electronically manipulated and displayed with a defined time delay. The weighing technology used by Gericke in combination with the Easydos controller functions fast enough to meet the high demands for short-term accuracy.
At the Powtech exhibition in Nuremberg, Gericke will present its Micro Loss-in-Weight Feeder DIW-PE, incorporating the hygienically designed GDT Micro Feeder. The GDT feeder can be easily removed and disassembled for cleaning. The twin feeding screw generates a pulsation-free flow of product. The feeder is enclosed in a weatherproof housing. Its principal advantages are:
- Top-supported vertical agitator avoids the need for a horizontal shaft seal
- Innovative drive system
- Modular design
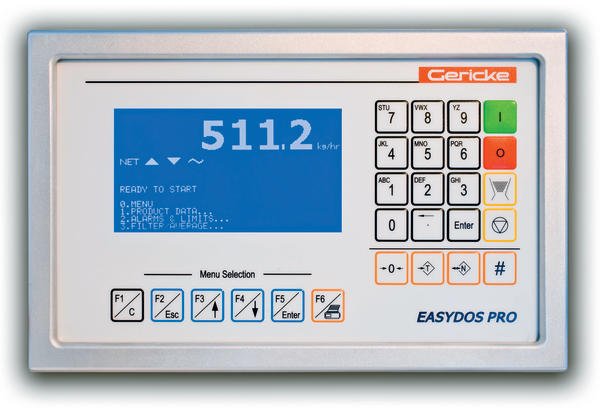
Gericke will additionally introduce its new, intelligent Easydos feeder controller at the Powtech exhibition. Easydos-Pro senses temporary external disturbances, allows rapid acceleration to a set value and fast and direct piloting of the refill device. The Easydos-Pro controller is compatible with the predecessor Easydos model and is able to communicate with Easydos.net, the remote maintenance system.
Lumpy and fibrous products
The feed rates of lumpy and fibrous products are difficult to control, so that continuous feeding with high accuracy is difficult to achieve. The mass of a single raisin, for example, can be greater than the required discharge rate over a short time period. With fibrous products, the material can form fibrous lumps, leading to discharge problems similar to those described for lumpy products. The solution is to extend the time period over which the accuracy of the feed rate is measured.
However good the control and weighing systems may be, they can never compensate for a poor feed system. Specially designed agitators and metering helices are used for fibres or raisins to obtain an even filling level of the metering nozzle.
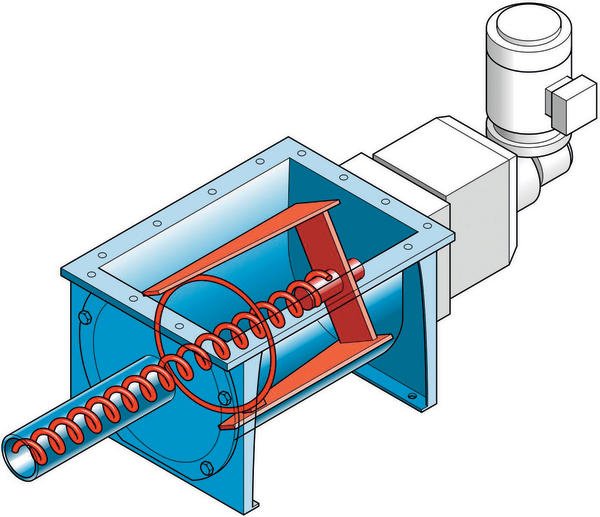
Centrifuge-moist products
Feeding moist, sticky, bulk products and substances that form snowballs is a daunting challenge and requires special equipment (these materials often tend to solidify when not in motion). This is frequently the case when centrifuges are used to pre-dry bulk products following a production process. The bulk products are discharged from the centrifuges and arrive via the drying section. The SAD feeder is a suitable device for this kind of application, because it is fitted with two agitating tools above the feeding screw. These agitators serve to loosen the product and also ensure an even filling level of the metering screw. The design of the agitators and their drive capacities are explicitly determined for each product to be handled, as their respective kinetic resistances can vary considerably. This type of material can be particularly sticky, causing high torque in the drive system. A mechanical damper system with a hybrid design and tare compensation is used to ensure accurate weighing with the DIW-E. This weigh mechanism provides mechanical overload protection, while the tare compensation ensures that the load cells only weigh the contents of the feeder hopper, resulting in higher resolution and higher accuracy.
Successful integration
Successful planning and commissioning of a gravimetric feeder very much depends on its integration into the processing plant. One important point is to examine which equipment or processes are above and below the feeding system and how they work. The following are just a few typical errors that can occur at the interfaces:
- Underestimation of the importance of sufficient venting
- Feeding against overpressure and pos-sibly counter-flow of exhaust vapours or hot gases without the inline arrangement of a baffle or a rotary valve
- Refill volume too low and therefore gravimetric feeding cycle too short
- Underestimation of the influence of wind, external vibrations and pressure fluctuations due to parallel feeding systems with high feed rates in conjunction with highly sensitive and non-damped scales
- Inappropriate arrangement of the loss-in-weight feeders with long metering nozzles and downspouts
Gericke is a specialist for feeding installations and integrated systems. Many years of experience provide a sound basis for the company’s ability to design and supply successful installations for a variety of industries.
Hall 6, Booth 307
cpp 400
Mehr Informationen zu den Dosierwaagen von Gericke
Mehr Informationen zu den Dosiergeräten von Gericke
Technische Informationen zu den Gericke-Dosiersteuerungen
Gericke auf der Powtech in Nürnberg
Kurzfassung Namur-Arbeitsblatt NA 40
Share:




{kind=link}