

Whereas the MiRO refinery’s „4-FCC Coker Vacuum Tower“ project initially focused on increasing profitability, it gathered unexpected momentum mid-way through 2002: excessive corrosion at the bottom of the column meant the latter had to be replaced immediately. Although time was pressing, the substitute column was required to set new standards in terms of yield and crude oil flexibility.
Walter Nehrbaß, Ralf Gast
Oberrhein Refinery (MiRO) in Karlsruhe is Germany’s biggest fuel refinery and among the most efficient oil refining locations anywhere in Europe. The company’s feedstock comes from Marseilles and Triest, where tankers deliver crude oil from the producing countries. From there, the ‚black gold‘ starts its arduous journey to Karlsruhe along the two big Central European pipelines: from Marseilles, 782 km via the Société du Pipeline Sud-Européen (SPSE) and from Triest, 737 km via the Transalpine Pipeline (TAL). MiRO, an oil refinery with about 1000 employees operated jointly by ConocoPhilips, Esso, Ruhr Oel, Shell and DEA Oil, then converts its partners‘ crude oil to high-grade petroleum products such as gasoline, diesel, fuel oil and propylene – approximately 15 million tons per year in total.
From optimisation to new plant planning
In mid-2002, MiRO launched a project to improve the profitability of residue processing in the field of vacuum 4-FCC cokers (FCC: Fluid Catalytic Cracker). Several different variants were systematically analysed. The basic engineering was then developed by MiRO’s Processes division in cooperation with KBC London, a company specialised in process simulation. The Karlsruhe branch of Triplan, the engineering service provider, conducted a feasibility study for the shortlisted variants.
The central question was always the same: is it possible to achieve a lasting revenue increase within an ROI (return on investment) period of two years by modifying the existing column or is it cheaper to install a completely new column? Quite unex- pectedly, the project gathered momentum when the bottom part of the existing vacuum tower turned out to be severely corroded; the column’s operating life was consequently limited by statics to the end of 2003.
Thus, the time frame was set: only about 14 months were available for planning, engineering, construction and commissioning. The job therefore had to be done efficiently right from the start: MiRO’s process planners designed the column to enable processing of any atmospheric residues – regardless of whether they have a high or low sulphur content – as well as the coker side stream in conjunction with maximum VHO (vacuum heavy oil) yield.
An engineering partner capable of elaborating the detail engineering from the basic engineering then had to be found as quickly as possible, to enable orders to be placed for specific components. The contract was awarded to the Karlsruhe branch of Triplan AG along with that for disassembly planning – an old thermal cracker plant had to be cleared for the new column.
Entirely in 3D
This highly complex revamping project was planned by Triplan entirely in three dimensions. Since no 3D data was available for the old column, all the existing data had to be verified and most of it re-entered in 3D.
A three-dimensional model is not only convenient for planning purposes (computerised collision tests, flexible what-if analyses, straightforward change management). It also allows operating staff to become involved in the planning process at an early stage. After all, they know best where handling problems are likely to occur later. Three-dimensional CAD models permit potential weaknesses to be detected and eliminated at the planning stage. With the help of an add-on called Navisworks, Triplan’s Tricad CAE/CAD software is able to generate walk-through models, so that non-engineers are also provided with a clear picture of the future installation immediately.
However, it is not only the convenient visualisation concept which makes Tricad a valuable planning tool. Professional 3D functionalities, the integration of complex technical calculation programs and exceptional change friendliness simplify and speed up coordination of all jobs involved. The basic software design is keyed to bi-directional integration:
- Straight-through processing: the available modules range from planning and installation of the plant or building to preventive maintenance and operation. If required, the system can also be linked to business software. Tricad has a powerful SAP interface based on SAP CAD. This enables bi-directional data exchange between Tricad objects and objects belonging, for instance, to the SAP PM module, such as functional locations, equipment, materials and bills of material. SAP dialogue masks can be accessed directly in Tricad.
- Cross-functional processing: platform independence is a crucial element here. Only open systems complying with general standards are used (MicroStation, AutoCAD and specific Unix or NT solutions). After all, what counts is the overall view of the object – from architecture planning to planning of the individual jobs, all tools are compatible.
A powerful IQ manager processes not only Tricad data but also data from external systems. Among other things, this allows the system to ‚intelligise‘ R&I flow charts of other system providers (such as Intergraph/PDS). The format remains unchanged, while the original files are supplemented with descriptive attributes.
Successful detail engineering
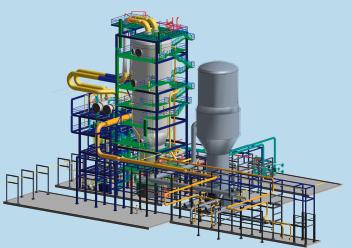
The detail engineering achieved with this planning tool for the new vacuum tower is certainly something to be proud of. The first stage of the new project is dimensioned on a completely different scale from the present vacuum system: with a length of about 11 m, the two parallel steam ejectors are part of a header (2 x 40 inches) leading from the top of the column vertically down to the two large condensers. The entire vacuum system is housed in a separate steel structure. Triplan engineers also suggested a modular steel structure in order to save additional time: it takes only one day for the circular steel modules to be lifted over the erected column by a giant crane, lowered and then welded one by one.
Another crucial detail is the transfer pipe. To be able to use highly acidic naphthenic crude oils in future, the transfer pipe and column lining will be made of suitably resistant materials. In addition, the telescopic design of the transfer pipe (furnace outlet diameter: 8“; column inlet diameter: 48“) ensures uniform velocity vectors right up to the tower. The velocities, in other words, remain within a range of max. 80 m/s (approximately 80% of the speed of sound).
December finale
December 2003 is the highlight everyone is looking forward to: over a period of one whole week, the old column will be slowly decommissioned, cooled and cleaned. The engineers will then have another week to integrate the queen of vacuum towers – as a Scottish Sulzer engineer called it on seeing the 3D CAD plans – into the refinery’s system technology. A third week will be allotted for starting it up gradually and adjusting it to the process. There won’t be a single hour to be lost in the entire process – understandable with production downtime costing almost 500,000 euros a day.
cpp 405
Share:




{kind=link}