


In modern plants gaskets are required to measure up to the most exacting demands while delivering trouble-free performance. The materials have to withstand both high static pressure and temperatures that can fluctuate between -30 °C and over +200 °C. Contact with volatile organic compounds, embrittlement and material wear can lead to leakage which can pose a real risk to the operation of the entire plant. The example of Symrise GmbH & Co. KG demonstrates how enhanced gasket concepts can also be effective from an economic point of view.
Achieving reliable seals in machines and plants still represents a significant challenge for mechanics and engineers. The dream of zero leakage is often impossible to fulfil, not only because of physical hindrances but often also for economic reasons. However, although compromises are necessary, the best material for the application should nevertheless be chosen.
After all, gasket failure can easily result in high consequential costs. The repair costs, and the resultant operational and maintenance costs associated with loss of production, all too often exceed the value of the failed gaskets a hundred, if not a thousand, times over. In extreme cases the sudden failure of a gasket may even have catastrophic consequences. In 1986 the spectacular explosion of the Challenger space shuttle made the whole world aware of the disastrous outcome of an apparently simple but poorly constructed gasket system. Studies carried out by the Pressure Vessel Research Council (PVRC) have shown that in a mid-sized chemical plant an average of 180 leakages occur every year, 2 % of which are classified as hazardous, accompanied by loss of production. In the aromatics and flavouring industry particularly heavy demands are made on the gasket technology. Symrise GmbH & Co. KG, headquartered in Holzminden, provides an excellent example of this. “Leakages are always a major problem,“ says Olaf Nolte of the Holzminden workshop, taking stock of the situation. “We need reliable gaskets that are both FDA approved and in accordance with TA-Luft guidelines.“
Optimising potential unlocked
Since faulty gaskets in the aromatics and flavouring industry can lead to excessive downtime and contamination, Symrise’s Operations Service department decided to carry out a thorough investigation. During the course of its analyses it discovered that the gaskets in use until then held considerable potential for optimisation. “There were instances in which the fitters were changing the gaskets an average of once a week, which was quite unacceptable“, Nolte sums up. Changing a gasket can be very time consuming and therefore also very expensive, especially when the gasket is difficult to access. The most frequent causes of “gasket death“, according to Nolte, are not only high temperatures, but also steam and volatile organic compounds. During his search for the perfect gasket concept he set up a Symrise in-plant standards group. In addition to the gaskets the company had been using until then, a close examination was also carried out within the framework of a critical survey of the Gore series 300 gasket type and the Gore universal pipe gasket style 800, both made of 100 % expanded PTFE (ePTFE). After one and a half years of intensive testing, it turned out that ePTFE was the most reliable material.
Plant operators’ dream – a universal pipe gasket
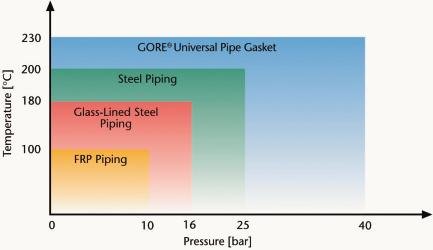
In addition to offering outstanding chemical stability, ePTFE is just as suitable for use in applications involving temperatures up to 230 °C as it is for highly acidic or alkaline media in the pH range from 0 to 14. Superheated steam at a temperature of 180 °C is often used at Symrise to extract natural substances. “The only gaskets we could use in this area until now were made of gra-phite,“ Nolte explains. However, the disadvantage of graphite is that tiny graphite globules can occasionally be dislodged. ePTFE prevents this from happening.
Another advantage of Gore style 800 pipe gaskets is that one gasket can be used for all conventional piping systems. “In addition to the standard steel flanges, we also have plastic piping and glass-lined steel flanges,“ Nolte continues. A universal gasket is an enormous advantage for our fitters; it also means they cannot choose the wrong gasket by mistake. Further studies have shown that Gore’s ePTFE pipe gaskets have an extremely long service life thanks to their technical properties, thus guaranteeing increased plant running time.
Why buyers welcome standardisation
Carsten Lange, a buyer at Symrise, has pinpointed a whole array of strategically important potential uses for universal gaskets. Drawing on many years of experience with all kinds of gasketing materials, including ePTFE, he is now in a position to stand back and take an objective view of the situation. “We now need to buy far fewer gaskets and stock up far less because, compared to the gaskets we were using before, they last far longer,“ he assures us.
It is a great advantage for buyers to cover their operational gasket requirements with a smaller circle of suppliers. Apart from the gaskets used in high-temperature applications, Lange meanwhile uses exclusively multidirectional ePTFE gasket products from Gore. Standardising these pipe gaskets has enabled him to achieve his eco-nomic goals from both a commercial and a technical point of view.
“A further step towards optimising costs could now be the use of e-commerce and e-procurement,“ he says, as if thinking out loud about the current situation. Thanks to the development of integrated procurement processes, it would be perfectly feasible to set up a business-to-business network to bring together selected, globally certified suppliers“. That would make a great purchasing instrument,“ is purchasing professional Lange’s enthusiastic conclusion. It would enable the company to define standards while profiting from the synergies. In addition to reduced production downtime, he perceives considerable economic benefits. Another important point is what the customers want. As Lange points out, “If a customer specifies how we should produce and which components we should use, there are unlikely to be any problems with ePTFE“. In such cases it could even be appropriate to send the customer the material specification.
Achema, Hall 5.0, Booth F17
Universal pipe gasket cpp 400
Symrise cpp 401
Technology sets up on its own
The name Symrise GmbH & Co. KG resulted from the merger of the Holzminden based companies Dragoco and Haarmann & Reimer, which took place in 2002. Both companies were already operating as global players and specialist manufacturers in the field of aromatics and flavourings. Since the merger, Symrise can justly claim to be one of the world’s leading manufacturers of flavourings, perfumes, cosmetic ingredients and aromatic chemicals. The product spectrum ranges from oral hygiene products and plant extracts through UV filters and cooling substances to culinary and sweet aromas.
In order to satisfy demands for innovative processes and products, Symrise invests about seven percent of its global turnover in research and development, focussing on customer proximity and integrated solutions, tailor-made to meet the requirements of individual customers. The set-up of the entire R&D department reflects the operative business areas, embracing a large-scale pilot plant for chemical syntheses and various groups working on their own analyses and technologies. In addition to this, Symrise has acquired considerable technical know-how that has given rise to proprietary state-of-the-art technologies. Amongst other things, these developments include an encapsulating technique which allows the aroma release process to be precisely controlled. This adds a new dimension to the issue of aroma release, which can now be sudden or delayed, as in the case of chewy sweets.
In May 2006, the “Technology and Environment” department of Symrise GmbH & Co. KG is set to become a 100 % subsidiary, operating independently in the market with its comprehensive and specialised know-how. This new company will encompass some 220 people working in plant planning, maintenance and workshops. Its core competence will be the supply of services based on technical know-how and accumulated capabilities. The aim is for customers in the relevant industries – spanning flavouring, perfume and chemicals – to substantially benefit from the company’s services. “We are prepared for all kinds of contacts – not just from the local region, but also on a national and international level,” emphasises Carsten Lange, a buyer at Symrise.
VDMA-e-market seals
Achema 2006
More information on the products
Share:




{kind=link}