
Rather known as an outsider of industrial process automation in the past, industrial weighing technology has become an integral part of an overall concept. However, this implies that weighing data have to be transmitted via the normal means of communication used in process automation. ProBatch+, the controllers of the X-family and Process Transmitter PR5210 now provide suitable components for this purpose.
Eugen Gassmann, Manfred Kophal
As an answer on the requirement for precise measurement as well as for safe and reliable handling of process parameters, increasingly powerful control units were developed in the past. Analogously, rising programming expenditure and an exploding cost for testing systems with several thousand I/O indicate that the development of control systems of ever increasing size, speed and power has touched a natural limit. The need for simplification is undeniable. For this reason, one of the central approaches in the attempt to meet the requirement for a reduced complexity is modularization. Several advantages are obvious:
- Individual functions can be tested without considering the current status of other, independent parts of the system,
- there is no retroaction between mutually independent modules and parallel development is possible, thus permitting acceleration due to higher utilization of resources.
This is absolutely in line with the distributed intelligence approach. Basically, distributed intelligence means modularization of control and automation solutions by de-centralization, i.e. distribution of tasks and functions from a central super brain to the executive organs.
From a more or less mar-ginal importance related to the automation of industrial processes, industrial weighing developed into an elementary part of the overall concept. Consequently, weight data have to be integrated into process automation by means of state-of-the-art communication facilities.
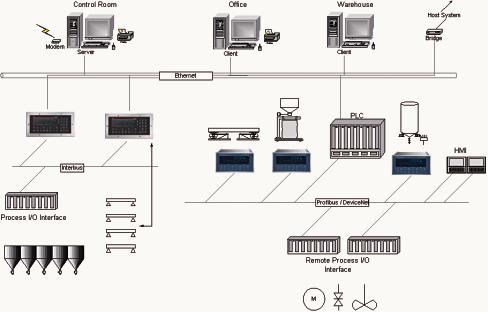
The system layout in Figure 1 shows a typical topography with all widely used bus links between the individual parts of the system. Sartorius controllers of the X-family are integrated at various points of the process and communicate with the other distributed sub-systems.
A milestone in communication
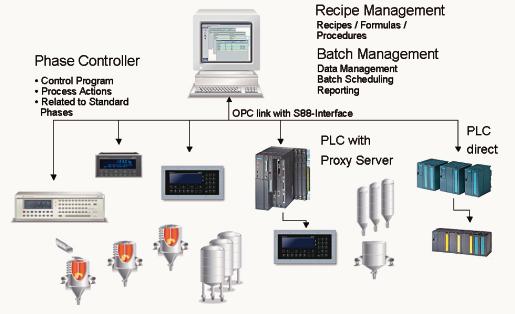
One of the most important obstacles for consistent distribution of tasks to intelligent sub-systems is the failure to provide standards for the required communication between systems. Extensive parameter sets or task lists (e.g.) recipes have to be exchanged and the programming expenditure required for this turns out to be a considerable early hindrance. To facilitate integration of weighing technology and cost savings for the project engineer, Sartorius Hamburg has anticipated data communication between the ProBatch+ recipe management system and the distributed weighing stations and offers various solutions, as shown by the survey in Figure 3.
ProBatch+ provides a central operating unit for control and monitoring of the X-family weighing and batching controllers, especially for the X4, X5 and X6 phase controller and the batch controller. ProBatch+ facilitates monitoring and control of all batch operations due to clear definition of all process steps. In this respect, the menu-guided graphic Windows operator interface is of particular advantage. ProBatch+ runs under Windows and uses the powerful MS-Access database, which allows easy and safe management of large quantities of raw material, recipe and production data.
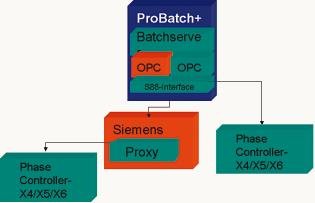
The new ProBatch+ offers an open system architecture. Apart from Sartorius controllers of the X-family, PLC systems from other manufacturers can be connected. Connection is via OPC and corresponds to the phase interface of the S88 batch standard. Integration of other PLCs enables recipe steps to be handled directly by a third-party PLC under control of ProBatch+. Data exchange with other Windows applications, e.g. Excel, or with a process visualization system, is possible.
The software architecture shown in the diagram reflects the idea of realizing data efficiently and at reasonable cost using defined standards, also in conjunction with systems from other manufacturers.
Global access to field instruments
The development and widespread use of field bus concepts such as Profibus DP, DeviceNet or Interbus-S basically support the connection of distributed process stations, not only related to the method used for signal transmission to a central super brain, processing and return in order to start actions – which would overload the communication channels – but also in the establishment of distributed intelligence. Data flow can be minimized and clarified and creation of manageable units is possible, in order to increase the overall system safety. Ethernet is also used for industrial applications to a growing extent.
Consistent implementation of the mechatronic approach, i.e. the amalgamation of mechanics, electronics and software, will cause even higher communication requirements rather than only increasing the capacity of sensors and field instruments. After all, these intelligent front-end units need adjustment, parameter setting and maintenance. As a result, a multitude of configuration and parameter setting units and/or software tools are required and the need for at least temporary communication with separate systems at the intelligent units in the field is growing continuously. In a constant effort to use already existing standards and software tools for these tasks, Sartorius Hamburg has created the Power Tools (PC-based programs) for the X-family controllers, in order to provide facilities for global access to the instruments via networks and even via the Internet.
Manufacturer-independent instrument profiles open the road
There is certainly still plenty of scope and an enormous requirement for standardization and development. Therefore, an important milestone towards standardization is the definition of manufacturer-independent instrument profiles. Targets are the definition of a generic set of parameters and the standard determination of the communication mechanism, i.e. of the read and write access to this parameter set.
An actual example for this is the implementation of the profile for scales on the Profibus. Using a proxy function block, a meta plane for communication of a Profibus master with a virtual scale (the proxy) was created. The virtual scale represents a real scale as a Profibus slave, which receives its commands from the same proxy. Provided that both PLC (master) and slave (scale) comply with the defined profile, purposeful communication between the two units, independent of the manufacturer, is possible. Cost-intensive implementation of the specific scale characteristics in the PLC and programming of the communication mechanism in the PLC can be omitted.
As one of the first suppliers of field instruments, Sartorius Hamburg has already developed and implemented such a scale profile in its products. On the SPS/IPC/Drives 2004 exhibition in Nuremberg, Process Transmitter PR5210 with the new profile in action was demonstrated for the first time by the PNO Profibus user organization. As a PNO member, Sartorius has participated decisively in the development of this profile.
What the future has in store
The multitude of facilities for quick and easy communication between systems and instruments will grow incessantly. Apart from the advantages, however, fast changes will be implied. And an excessive speed of changing is hardly compatible with the reliability and safety philosophy of PLC manufacturing. This also applies to the knowledge, know-how, training and continuous improvement of the development, servicing and operating personnel rather than only to the technological background. Bearing this aspect in mind, long-term standardization is definitely an advantage. But standardization has a price – discipline and a loyal mind of improvement: an investment in the future.
cpp 432
Process transmitter in the detail

Presently, Sartorius Hamburg is reinforcing its strong position related to the instrumentation of process hopper scales. Consistently changing customer requirements and technical trends are analyzed and converted into innovative products. In the process transmitter field, in particular, the program is expanded and completed continuously. For instance, the PR5210 series is actually split up into three prod-ucts in total, with various levels of functionality. In addition to a serial interface and three digital inputs and outputs, a high-resolution, high-accuracy 4…20 mA analog output or an optional Profibus DP interface can be provided, or – with all possible options fitted – both are available simultaneously.
A novelty introduced during the SPS/IPC/Drives 2004 exhibition is the implementation of the manufacturer-independent instrument profile for Profibus DP-V1. At the instigation of important users of these products, a scale profile permitting communication of defined basic functions via Profibus independent of manufacturer and instrument was elaborated in cooperation with the Profibus user organization and other manufacturers. The new scale profile and its operation will be presented also by the Profibus user organization at the Interkama.
As another novelty, the EC type approval was extended by “legal for trade” transmission of weight values via the Profibus, thus enabling legal for trade weighing to be integrated into PLC-based process control systems. In the past, the integration of legal for trade weighing instrumentation into automatic processes was a great problem due the high expenditure of external and especially legal for trade instruments. New legal for trade transmission via Profibus can introduce a considerable cost advantage mainly for OEM customers.
Serial communication based on the SMA standard is also new. It permits particularly easy and fast communication via the serial interface with minimum protocol overhead, i.e. utmost simplicity of digital connection also when a difficult economic background must be taken into account. The instrument series is completed by a particularly easy-to-operate configuration tool running under Windows.
Another highlight of the series is the SmartCalibration feature, which is known already from earlier Sartorius instruments. In conjunction with factory calibration, special circuitry and high-accuracy input amplifier components allow complete pre-adjustment of the measuring chain with very high accuracy. As a prerequisite, however, appropriate high-accuracy, precisely adjusted sensors such as Sartorius load cells must be used. Apart from considerably reduced commissioning expenditure, this technology will also permit improved and safer trouble shooting for external, especially mechanical disturbance factors, because the accuracy of the complete measuring chain after SmartCalibration is exactly pre-defined. Instrument replacement is also possible within a minimum of time, because the parameters can be downloaded into the new target instrument before replacement and cannot be lost in case of power failure, i.e. replacement is limited to removal of the old instrument and insertion of the new one. In many cases, time-consuming re-adjustment by means of weights can be avoided and the system availability will increase dramatically.
More about Profibus DP-V1 from Sartorius
Profibus in the overview
Share:




{kind=link}