
The transport of bulk materials makes heavy demands of the drive system, because belts and drives are mostly subjected to rough ambient conditions. The premium gear unit manufacturer Flender has in its portfolio three unrivalled standard gear unit series based on helical- and bevel-helical gear units. In particular, it succeeded in ramping up the increasingly important thermal rating by something like a further 20 percent.
The world’s population is growing – and with it the need to be able to produce valuable minerals and other resources as efficiently as possible. Against this background bulk-material conveyor technology is further gaining in importance, so that an unmistakable trend towards higher transport performances is becoming apparent. The big challenge is to develop economical drive solutions to this problem. Anyone manufacturing conveyor belts for worldwide operation in partly inhospitable environments knows what heavy demands Mother Nature makes. As well as efficiency and quality, the thermal rating is decisive. Flender is therefore applying its decades of know-how to developing gear unit solutions that, firstly, deliver lower power losses and, secondly, can transmit high power outputs. B3SE gear units meet this requirement without the need for external cooling. These come in ten standard unit sizes and can be used for drive tasks with very high power requirements – including as multiple drives.
Up to 3.000 kW without external cooling
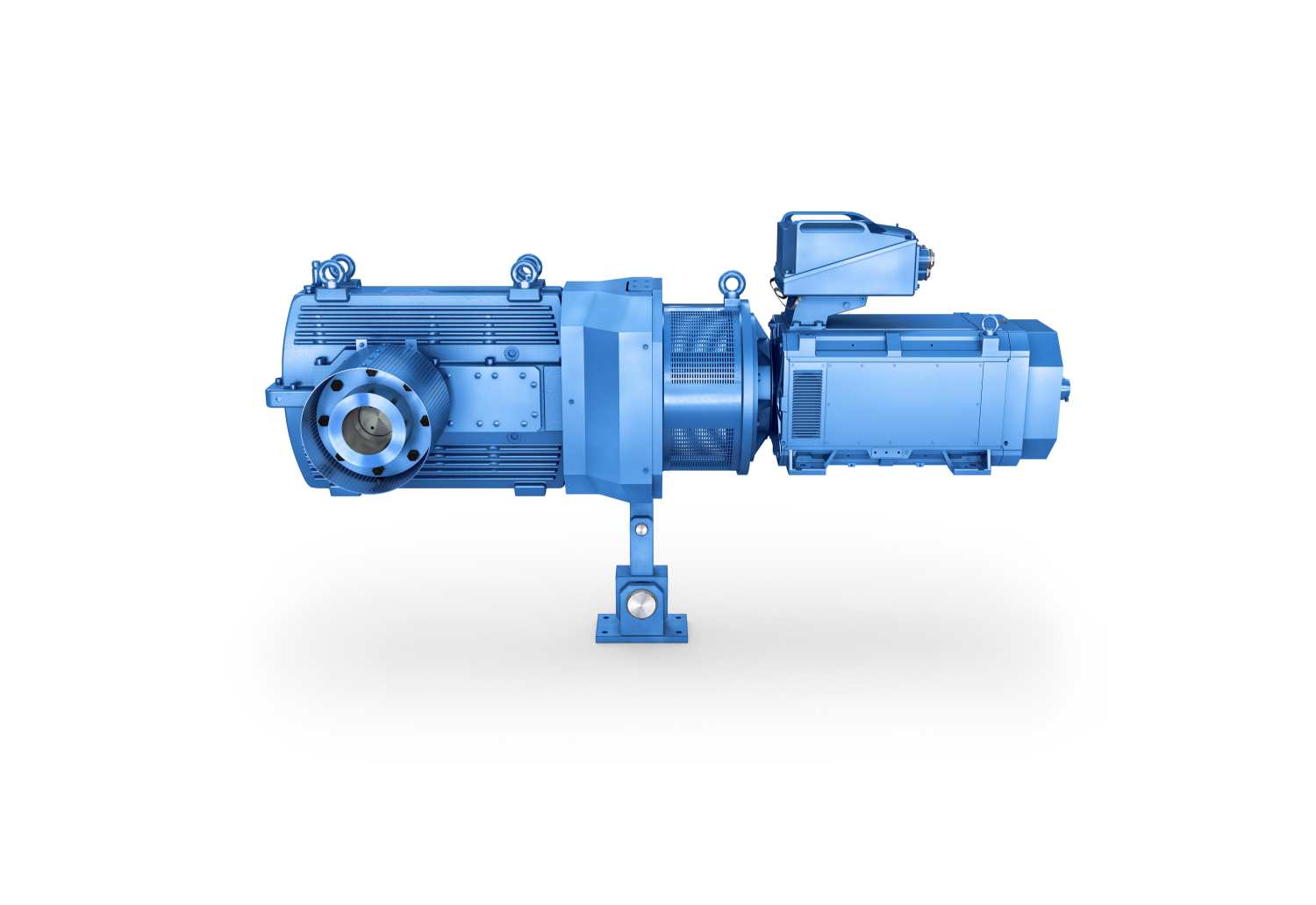
The latest generation of these helical- and bevel-helical gear units whose market launch Flender is pressing ahead with on a broad scale in 2019 shows what is at all possible. Up to a range of between 2,500 kW and 3,000 kW, depending on ambient conditions and gear unit design, external cooling systems can be dispensed with. The reason for the unusually high thermal rating of these gear units is a further increase in efficiency and heat dissipation.

Just the extension of the housing surface in conjunction with the redesign of the air guide cover featuring a fan that is independent of the direction of rotation ensures something like 20 per cent more heat dissipation. On top of this come optimisations of gear unit design for reduction of power loss, so enabling torques of up to 490,000 Nm to be standardly transmitted with the B3SEs. The result is that in practice there are situations where because of the high thermal rating of the new gear units one unit size smaller than before can be selected. If the mechanical system permits, users also profit from this technically and economically improved solution.
Test rig confirms theory and practice
Simple as the result sounds, the development of the new B3SE gear units is still pragmatic in detail. For this purpose Flender has invested in a high-performance test rig that intensively supports its own research and development department. It enables gear unit solutions with a rated mechanical output of up to 2,000 kW to be tested under actual practical conditions. Gear units are analysed on it thermally, resulting in real detailed improvements in the case of the new B3SE gear units.
At the same time a test rig of this kind provides the basis for testing calculation and simulation programmes used in gear unit and drive solutions for consistency of theory and practice. In this respect, too, users profit from the gear unit manufacturer’s decades of experience. Because the huge standard modular gear unit system enables gear unit experts to carry out application-specific adaptations, so offering users the big advantage of short delivery times. The high level of standardisation further underscores the service-friendliness of Flender’s gear unit solutions.
Easy gear unit selection thanks to electronic assistance
An example of further benefit in combination with software is Flender’s new swing-base configurator by which complete drive trains can be configured in the same way as integrated drive systems. The gear unit manufacturer is thus underscoring its core expertise as a gear unit constructor and drive specialist. Electric motor, coupling, gear unit, cooling systems, supports – all must be perfectly coordinated. Starting theoretically from the conveyor belt project, users can with the help of the software select from Flender’s different modular product kits or standard portfolio and so use the German gear unit manufacturer’s know-how to realise their own ideas. The decisive advantage: total technical drive solutions can be developed fast and be incorporated into users’ own engineering designs with the help of 3D data and dimensioned drawings.
B3SE gear units described here form just one of many solutions in the Flender repertoire, which is extremely extensive, standardised and optimised to meet specific applications. Basically three series are distinguished for equipping bulk-material conveyor belts with drives. Alongside the new conveyor belt drives of the E series, which operate satisfactorily without external cooling, even in especially hostile environmental conditions, there is the extremely compact A series as well as the high-performance gear unit solutions of the H series generating torques of up to 1.4 million Nm and outputs of up to 4,500 kW. Common to all of these is that users profit qualitatively from decades of experience and because of this premium manufacturer’s high level of in-house production even project-specific designs are also rapidly possible.
From compact plug & play through to high-performance system solutions
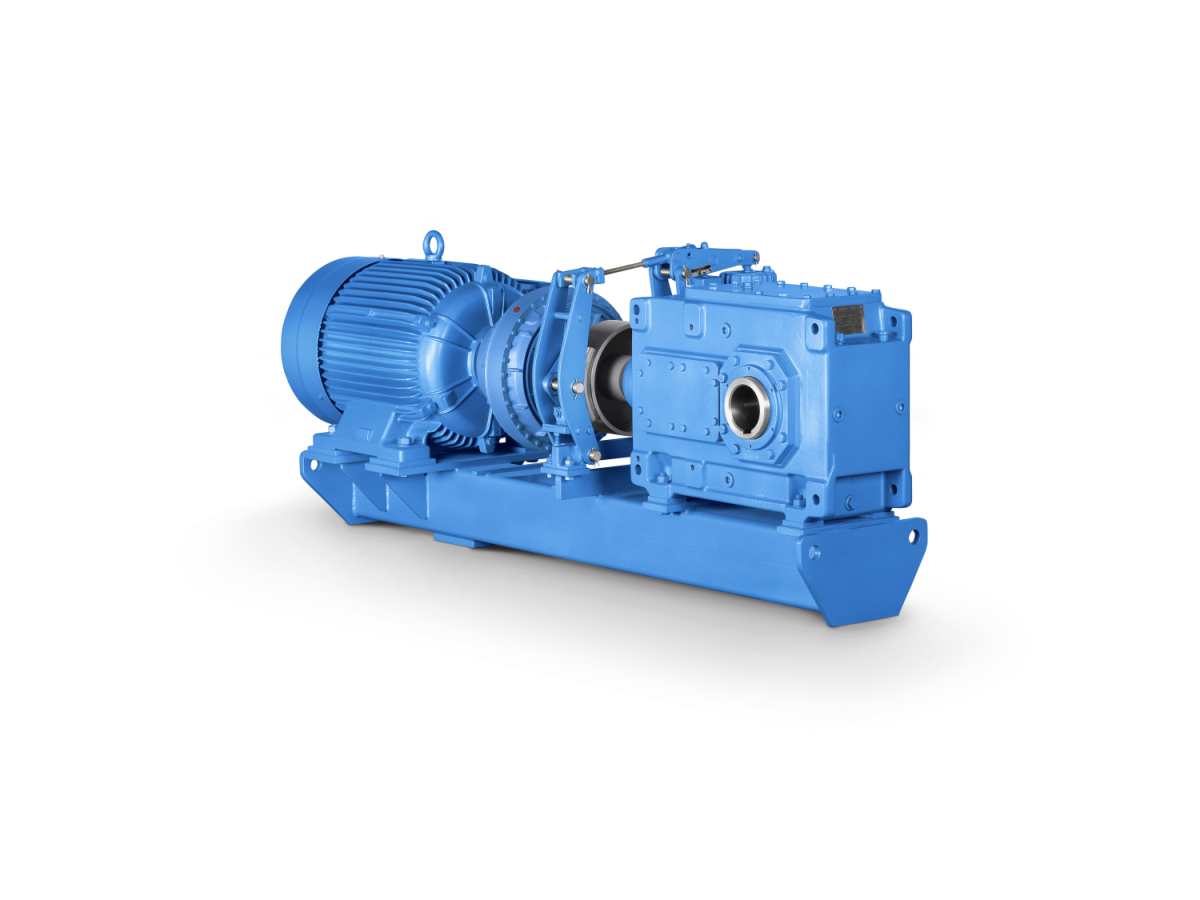
Wherever space is tight, that is where the A series, with its biggest feature, its compact overall design, really comes into play. After all, not every mine offers enough space for complicated measuring, alignment and fitting work. This gear unit solution, comprising a motor, a coupling and a gear unit, is delivered ready to fit and need not be laboriously aligned on site. The reason for a plug & play of this kind is the patented self-aligning system thanks to which the gear unit is very easy to handle. It need only be plugged in and the torque then be absorbed by a torque arm. In short: flexibility with regard to location, fitting, available space and commissioning is the common denominator that had priority during development of the A series.
By comparison, the H gear unit series for highest possible outputs and torques is being developed very application-specifically on the basis of standard component parts. 28 unit sizes here offer the economic and technical flexibility for putting together the total package project-specifically. Here, too, the wide standard range in conjunction with Flender’s great experience gives valuable support. Because, as well as the gear units and couplings, the company also builds the cooling systems itself. This has the advantage for users that during the project-specific design of a total solution not only in the area of gear units and gear teeth and during torque transmission but also during thermal adaptation further optimisations can be undertaken. Conveyor belts function not infrequently in tropical heat or Siberian cold, so perfectly coordinated total solutions are one of the most important prerequisites for the necessarily high availability of bulk-material conveyor belts. On top of this air- or water-type oil cooling systems open up the possibility of individual pressure lubrication for high-speed rolling bearings or for heavily loaded gear teeth and/or of a cleverly designed oil management system.
Plug & play also plays an important role in the H series, so enabling the complete drive solutions to be fitted on base frames, designed by Flender project-specifically and delivered ready to fit. The standard portfolio for application-specific drive solutions that Flender can deliver anywhere In the world is extremely comprehensive and so one of the company’s important unique selling propositions: Cooling and heating systems, add-on flywheel masses, braking systems, special air filters, auxiliary drives, backstops, couplings with and without torque limitation, special shaft sealing systems to prevent abrasion damage in dust-laden ambiences, measuring systems, condition monitoring – and much, much more.
Conveyor systems profit from experience, quality-consciousness, in-house production level
The German Bocholt-based gear unit manufacturer Flender’s aim is to bring its decades of experience in gear unit construction into line with users’ industry knowledge. Continuous detail improvements and continuous optimisation of the standard modular gear unit system form the framework which users all over the world profit from. It is precisely in the case of bulk-material conveyor systems that are mostly exposed to harsh ambient conditions that high-quality and perfectly designed drive solutions show positive effects in the area of performance capability, availability and service-friendliness.
The new E series of conveyor belt drives fitted with high-efficiency cooling systems and so improved thermal characteristics shows yet again what is possible. Complementarily to this conveyor technology profits from the compact standard gear units of the A series and H series for maximum drive outputs of up to 4,500 kW. This means in practice that users can choose from a huge range of standard solutions and so plan their projects conveniently. More still, for requirements that go beyond the normal there are specialists in Bocholt that also supply project-specific answers.




{kind=link}