
Absolutely oil-free compressed air, which has never come into contact with oil, is required for many applications in the chemical and pharmaceutical industries. Compressors designed for such applications must meet high demands, as they have to generate oil-free compressed air of consistently excellent quality throughout the whole life cycle.
When absolutely oil-free compressed air is required at the end of the process line, there are two totally opposing philosophies regarding its generation by means of screw compressors. The classical variant is compressed air generation by compressors with oil-injection cooling. Here, the oil that serves as coolant and is injected into the compression chamber diverts the heat which is inevitably produced during compression. At the same time, it creates a thin lubrication film between the engaging rotor sides. Although the main rotor, which is driven by the motor, also drives the secondary rotor, they never touch thanks to this film. A separate drive for the secondary rotor can therefore be dispensed with, while damaging contact leading to abrasion and to wear and tear are nevertheless prevented. On the other hand, the compressed air is in intensive contact with oil and oil vapour, and tiny oil droplets are entrained. These oily components have to be filtered out in the subsequent compressed air treatment stage, which is a comparatively costly process.
Costly process
Efficient filters and absorbers that help generate technically oil-free compressed air are meanwhile available in the marketplace for this purpose. This treatment equipment has to be maintained, however, and the filter elements exchanged. Additional costs arise not only as a result of servicing and replacement elements but also of the necessary higher compression of the compressed air, because the treatment method causes an inevitable loss in pressure. There is always a risk of failure during compressed air treatment and the consequences of oil penetration can be expensive.
Complex problems
In order to forestall the above-mentioned disadvantages and risks, it is possible to generate oil-free compressed air from the outset. A solution has to be found first to several complex technical problems. One of these is the lubrication between the two rotors. As there is no protective lubrication film in this case, an expensive constant-speed drive must prevent the rotor sides from making contact. At the same time, however, the sides must come as close together as possible. This places tough demands on tolerances and accuracy. The lack of lubrication also means that the sensitive rotor surfaces are no longer protected by the oil. For this reason, the surface is given a special coating that, ideally, is permanently joined to the material. In contrast to a superficial PTFE coating that may peel off after a few hours operation, leaving the material unprotected again, this special protective coating lasts the whole life of the compressor. If the coating is inadequate, the supply and efficiency of the compressor will deteriorate as the rotor gaps become larger. It is therefore important to choose a suitable coating that meets these stringent requirements. The problem is heightened by the fact that there is no heat removal, as the concept completely dispenses with oil. The normal final temperatures of compression with oil-lubricated screw compression are around 85 to 100 °C compared to as much as 250 °C with oil-free compression. The expansion of the materials is greater – phenomenon that has to be taken into consideration beforehand by means of complicated calculations in the design of the compression stages and the overall plant.
Tough demands
All in all, the lack of coolant means that the external cooling system for the compressor and the compressed air has to satisfy very high demands. Multi-stage plants require an extremely precise design for the interstage cooler, as due to the high peripheral speed in the high-pressure stage even the slightest condensate droplets can cause serious damage. Here too, it is not possible to manage completely without lubrication. In order to ensure proper and safe operation, the bearings have to be lubricated. Additional seals are thus necessary to keep the oil away from the compression chamber. The non-wearing labyrinth seals that are used isolate the compression chamber from the oil-lubricated bearings, thereby preventing the oil from penetrating into the compression chamber and hence into the compressed air. The bearings are moreover far more heavily stressed than is the case with oil-cooled compression and have to be sized accordingly. Even monitoring and control of an oil-free plant are more expensive and more complicated. Sometimes the problems are not immediately apparent, but develop over a period of time during operation. Oscillations and vibrations subject the material to continuous stresses and loads, which may lead to gradual crack formation. With oil-free compression, this effect is enhanced by the continuous thermal stress on the material in all areas of the plant. Oscillations additionally lead to high noise levels that can pose problems for the operator. The unusually high temperatures are extremely problematic for the materials and encourage premature wear and tear. Although the damage may not be evident for a while, the ensuing repairs are likely to be expensive. It is essential to limit these repercussions to a minimum, or avoid them altogether, through experience and intelligent design.
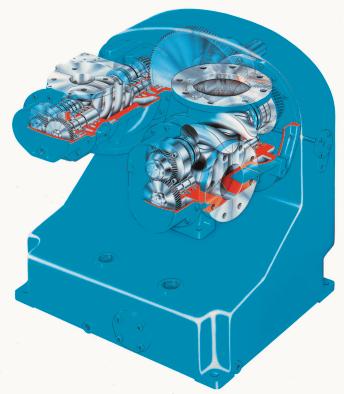
Two-stage compressors
The two-stage compressing machines in the SO series from Boge form a range of screw compressors that comply with the above-mentioned demand. This compressor range, with a maximum overpressure of 8 or 10 bar, was recently extended to include models with a volume flow rate of 9.9 to 22.4 m³/min and a driving power of 75 to 145 kW. The complete spectrum of oil-free screw compressors covers machines with volume flow rates from 5.12 to 50 m³/min and a driving power of 45 to 355 kW. The oil-free screw compressors are available in air-cooled and water-cooled versions. These compact machines are clearly structured in three parts: the cooling part, the compressing part and the drive part, featuring a belt drive and a Boge GM drive system for quick, smooth adaptation to different pressures and volume flows with automatic, optimum belt tension in each operating phase. The SO series is controlled by the energy-saving, intelligent Supertronic. It predicts the compressed air requirement and, based on defined conditions, adapts its control behaviour to this situation.
cpp 403
Share:




{kind=link}