




Fresenius Kabi GmbH, Friedberg, the leading manufacturer in the field of infusion solutions, set itself the goal of automating its bulk handling process for raw ingredients. In this connection Gericke was charged with the design and supply of a plant comprising storage, feeding and transportation of the solid raw materials to the solvent reaction vessels used to manufacture the solutions. The scope of supply also included an overall plant control system with versatile options for recipe management, operator guidance and quality control. The high pharmaceutical standards were verified and confirmed by applying a special qualification and validation procedure.
Dr. Matthias Kruse, Thomas Koch
Standard infusion solutions for LVP (Large Volume Parenterals) are among the products manufactured at the Friedberg facility of Fresenius Kabi Deutschland GmbH. The daily consumption of the main raw ingredients amounts to several tons. Previously, the majority of these bulk materials arrived in standard packages (bags, drums and/or cartons) with a maximum weight of 50 kg. Each raw material packaging unit had to be individually marked with the respective internal batch number, then stored, checked, rearranged and transferred to a clean room where the ingredients were subsequently weighed and processed. These productions steps were mostly semi-automatic.
In addition to cost aspects, special hygienic demands needed to be considered, such as the removal of transport packaging and the availability of clean rooms in order to meet the high quality requirements. Moreover, the waste disposal concept had to ensure efficient separation of the packaging material. These stringent demands are not easy to fulfil when handling large quantities of raw ingredients, nor are they cost-effective. Even by applying utmost care, it is impossible to preclude every system-related risk like transport damages, contamination of raw materials and incorrect manual handling.
Operating concept and target
In order to increase the solution manufacturing capacity, the material flow of the main ingredients was verified with the aim of improving quality and reducing costs.
The realisation of a clearly structured and economical material flow, almost fully automatic processing from the raw material intake to the transfer of the pre-weighed raw ingredients to the solution vessels and practically unlimited opportunities for future plant expansion were of prime importance for the investment go-ahead. All raw material handling had to be integrated in a closed system, rendering cost-intensive clean rooms superfluous. Continuous documentation, from the delivery of the ingredients right through to processing, was an essential part of the performance specification. Another important aspect was the option of technology transfer to other Fresenius Kabi manufacturing sites.
Various concepts were examined, such as raw material storage in outdoor or indoor silos, suction or pressure conveying of the raw ingredients and the method of transfer to the solution tanks.
The need for efficient plant cleaning led to a special equipment surface finish, and difficult-to-clean components such as filters and other separators were avoided as far as possible. Materials like aluminium and carbon steel were out of the question for quality reasons.
The installation of Siemens S7 components was favoured, to enable the raw material processing plant to be integrated into the existing automated storage and filling installations and avoid compromising the overall high company standards. The visualisation and operating structure of the raw material processing plant had to be compatible with the existing production lines and provide a familiar environment for employees.
The documentation of all process steps, from storage and release of the raw materials through weighing and feeding to transfer to the solution tanks, had to be incorporated into the existing procedure and at the same time comply with GMP requirements. A validation and qualification concept was developed at the design stage to meet the high demands of pharmaceutical installations.
Raw materials receiving from road tankers and FIBC
The avoidance of temperature fluctuations and the improved access for maintenance and repair work finally swayed the decision to place the silos indoors. The need for strict batch separation in accordance with the special regulations governing the manufacture of pharmaceutical products required the use of two silos per raw ingredient.
The silos are filled either directly from the road tanker, which is only allowed for a single raw ingredient, or by big bag discharge stations if the raw material cannot be transported in a tanker. Product samples are taken from the feeding line during the pneumatic conveying process. After a positive analysis in the lab, each silo is released for the manufacturing process. Only when the first silo is completely empty is the second silo discharged. The changeover from standard bags to big bags or from big bags to silos has several advantages:
- Reduction in packaging waste
- Clean manufacture
- Fewer product samples
- Reduction in storage space
- Minimal risk of foreign particles contaminating the product
Bulk product conveying into solution tanks
Special consideration was given to the delivery of bulk product batches into the batching tanks, and the advantages and disadvantages of the various processes were compared and evaluated. The main targets were:
- Less equipment for bulk product handling
- Extremely accurate bulk product feeding
- No need for bulk product filter systems for solution tanks
- Separate pipelines for each raw ingredient
- Wet cleaning of common piping after each batch
The outcome of the case study was a process comprising batch feeding and weighing using a precision feeder to transfer the ingredients to the pressure vessel as well as direct delivery into the batch tank with a pressure conveying system. Gericke is specialised in the field of bulk product conveying into reactors and solvent vessels, so that broad knowledge and experience was available for the detail engineering. The advantages of pressure conveying into the solvent tanks include:
- Possibility of conveying over long distances
- Apart from the valve assemblies, there are no machinery or drive components near the solution tanks
- Continuous and fast delivery of bulk raw ingredients below the liquid surface level against hydrostatic differential pressure
- Shorter dissolving period
- Possibility of modular and cost-effective future extension of the conveying systems to other solution tanks
The pre-weighed conveying vessel comprises two plant items: a weigh hopper and the conveying vessel itself. This combination enables discharge without any residuals. The weighing signal detects unexpected discharge problems immediately.
Delivery concept for minor ingredients
To facilitate delivery where silo storage is not economical, a receiving station for minor raw ingredients was installed in the clean room. The raw materials are transferred to this room. The pre-weighed batches are dumped in the receiving station before passing through an NBS nibbler, to ensure that the raw ingredients are free of agglomerates prior to delivery into the conveying vessel. The plant operator is guided by the local operator panel. The PLC control system signals the start of the conveying cycle to the conveying vessel and the minor raw ingredients are discharged into the solution tank.
The product receiving concept described here avoids all manual operations in the solution tank areas. The coordination of various measuring systems combined with individual metering facilities for the raw ingredients ensures a precise concentration in the solution tank. These parameters represent a key precondition of in-process control.
Control system as a component of quality management
Special consideration was given to the control system with the recipe management and visualisation software. The assistance provided by E.P. Elektro Projekt, a partner of Gericke, covers the entire process automation solution comprising planning, manufacture and commissioning of the PLC as well as the overall process control engineering.
Siemens components were mainly used for the automation equipment. The central S7 315-2 DP PLC communicates via Profibus with the local I/O level (Siemens ET 200 S) and three weighing amplifiers. WDS 30s from E.P. Elektro Projekt, which can be directly connected via Profibus, are used. DP/DP couplers enable data exchange with sequential controls. The PLC and process control technology are linked via MPI.
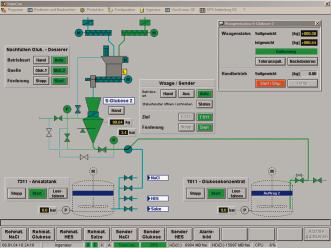
The PC based process control technology comprises a visualisation application similar to Siemens WinCC V6.0 SP1 and a TwinCon software platform. TwinCon collects and provides all product relevant data using the Microsoft SQL-Server.
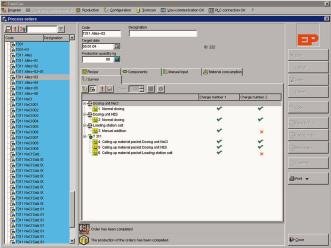
The combination of Siemens WinCC and TwinCon supplies operators with all information relating to the actual plant status, raw ingredient stocks, orders and consumptions. TwinCON ensures that every order and batch can be traced back and flexibly evaluated, thus complying fully with the requirement for uninterrupted process documentation. All automatic feeding processes are continuously recorded by WinCC, along with manual additions of raw ingredients and manual operating steps.
A detailed report of all weighing steps is generated for each individual order with an automatic printout and subsequent PDF file. Reports of raw material stocks etc. meet the plant owner’s need for additional information.
Other TwinCon features ensure that only authorised personnel have access to the plant parameters. All operator inputs in WinCon are verified for plausibility and the context-sensitive operator display simplifies operation of the plant in spite of the enormous functionality. The automatic database backup completes the scope of supply.
The modular design of TwinCon and the overall plant layout allow Fresenius Kabi the option of cost and time-efficient plant expansions. Since the modular software structure represents a central design principle of all the control system elements, future expansions are greatly facilitated.
The functionality of the control system was successfully verified in a FAT (factory acceptance test) in simulation mode prior to commissioning.
Quality management and validation
The validation procedure is of prime importance for plant applications in the pharmaceutical industry. The validation certifies that the process, the production steps, the equipment and the construction materials are in compliance with the principles of good manufacturing practice (GMP) and that they meet the requirements of the pharmaceutical industry. The qualification procedure documents the functional reliability of all plant equipment and the conformance with the required high product quality standards. This key aspect was already a main feature at the planning stage, when a written validation schedule was drawn up and the necessary specifications and documents prepared for IQ, OQ, PQ and RV.
During the planning phase, these records formed the basis for the performance and documentation of all tests. Plant reviews during operation confirm that all equipment still operates as originally specified. The validation procedure will not end until the production plant is shut down. In order to minimise the costs of the validation/qualification procedures without lowering the high quality standards, it is essential to avoid all redundant verifications and tests.
All system-related tests during the erection of the plant were therefore compared with the customer’s requirements and adopted unmodified for qualification purposes. The future owner and the supplier (project engineers and fitters) collaborated closely during the installation phase to ease the operators‘ familiarisation with the new plant.
cpp 456
Share:




{kind=link}