



A combination of safety valves and rupture discs as additional pressure relief may initially seem like “too much of a good thing”. A closer look reveals that it is a reasonable and cost-effective solution for a variety of applications. Rupture discs increase the lifetime of a safety valve, ensure absolute leak-tightness and reduce purchase and servicing costs.
Combination of rupture discs and safety valves
An unbeatable team
A combination of safety valves and rupture discs as additional pressure relief may initially seem like “too much of a good thing”. A closer look reveals that it is a reasonable and cost-effective solution for a variety of applications. Rupture discs increase the lifetime of a safety valve, ensure absolute leak-tightness and reduce purchase and servicing costs.
Safety valves have one unbeatable advantage: once they have released unacceptable overpressure, they close again immediately, so that production can often continue without delay depending on the application. On the other hand, operators are not always happy about the expense involved in purchasing and regularly servicing safety valves. Moreover, the materials needed to produce these valves are expensive due to stringent official requirements. It would be good to have a solution which uses more cost-effective materials for manufacturing safety valves. A further benefit would be the possibility of on-site testing, i.e. the ability to service and function-test safety valves without having to remove them. A solution offered by Rembe combines high-quality rupture discs, such as the KUB V, with safety valves, allowing plant operators to leverage all the benefits of a safety valve while avoiding the potential drawbacks, such as high purchase and servicing costs. Like safety valves, rupture discs are designed to open in response to a defined pressure, thus reducing unacceptable overpressure or vacuum within a process. A rupture disc is a safety device that does not reclose after it has opened and therefore needs to be replaced when it has responded.
Absolutely tight
The German Technical Instructions on Air Quality Control (TA Luft) specify extremely high leak-tightness values for any safety systems that are in use, particularly if they carry toxic media. Yet even if the media are non-toxic, they may nevertheless be valuable and operators have a vested interest in perfect leak-tightness. High-quality rupture discs meet this requirement optimally without the high costs of a safety valve. Moreover, they are absolutely leak-tight and do reliable duty for long periods of time. The KUB V was specially developed to work in combination with a safety valve. It is based on the KUB, the patented reverse-acting rupture disc which is characterised by its convex shape towards the process. This makes it possible to realise a higher operating ratio, while the vacuum resistance is likewise much higher than with a forward-acting rupture disc, which is concave towards the process. Since reverse-acting discs have a higher operating ratio, the operator can run a manufacturing process at a higher load, which generally means more output.
The KUB and its sister, the KUB V, allow an operating ratio of up to 98 %, depending on the process and the application. Thanks to the patented buckling pins, i.e. the predetermined breaking points of the KUB, and other special features, the operator profits from a highly robust rupture disc that can be reused even after it has been removed, cleaned or inspected. The smooth metallic surface facing the process has no cavities and can be used, amongst other things, to meet sterile and aseptic requirements. The metal-to-metal seal is leak-tight and ensures negligible leakage rates. A rupture disc in front of a safety valve therefore increases the leak-tightness of the process.
Ideal for difficult media
The functioning and reliability of safety devices are impaired to a greater or lesser degree by the presence of sticky, polymerising or viscous media. The same is true of safety valves. If the base of the valve has become sticky, the defined response pressure can no longer be guaranteed. This risk exists even before the safety valve responds for the first time. To ensure that it can respond at the required pressure in an emergency, it needs to be cleaned and inspected at frequent intervals. If there is a rupture disc in front of the safety valve, it prevents material build-up and bonding. The KUB V, for instance, has a smooth metal surface turned towards the process, which avoids any adhesion. The buckling pins – i.e. the predetermined breaking points of the rupture disc which define the rupture pressure – are just as isolated from the process medium as the safety valve. Maintaining the rupture pressure also ensures that the available dead space is reduced. Furthermore, a rupture disc upfront of a safety valve helps in cases where the medium contains solids, as it prevents particles from getting stuck to the base of the valve. This means that longer servicing intervals and cleaning cycles apply to the safety valves, and any cleaning that is necessary is much easier.
One of Germany’s biggest fuel refineries has an output of over 14 million t/a and is now using a combination of rupture discs and safety valves. Crude oil naturally contains impurities which could impair the functioning of a safety valve. All safety valves have therefore been fitted with rupture discs, with the result that the servicing intervals are three times longer.
The combination of rupture discs and safety valves also has economic benefits for the operator when corrosive media are used. Wherever safety valves are employed to protect against unacceptable pressure, they are in contact with the corrosive medium. They therefore need to be lined or made from expensive materials, such as Hastelloy. A combination of a safety valve and a rupture disc is an inexpensive alternative. The rupture disc, i.e. the pressure venting device that comes into contact with the product, is made from anticorrosive material, while the safety valve does not touch the medium unless the rupture disc responds. The safety valve can thus be made from a material with a lower resistance to corrosion. Rupture disc/safety valve combinations are suitable for any media, whether liquid, gas or two-phase.
Servicing and inspection
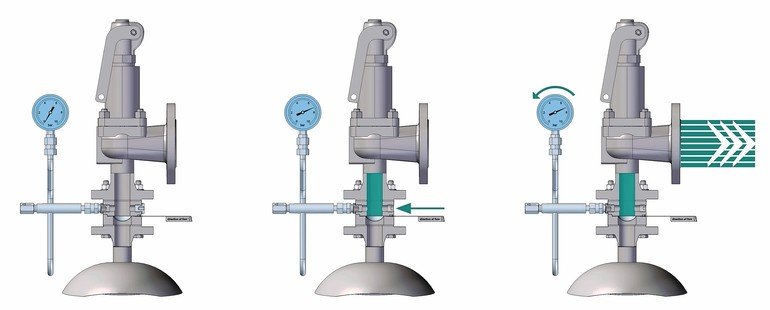
If servicing does become necessary, then on-site tests are possible. The procedure is simple to explain: pressure is applied to the space between the rupture disc and the safety valve until the safety valve responds. This means that correct functioning of the valve can be tested without having to remove it. Rupture discs developed specially for combining with safety valves are therefore particularly resistant to back pressure. The KUB V, for instance, withstands 135 % of the defined rupture pressure.
Large companies, in particular, may have regulations which require the mandatory removal of a safety valve for servicing and inspection purposes. Obviously, such regulations cannot be circumvented by installing a rupture disc. However, some firms have already added a proviso to their regulations whereby exceptions can be made for safety valve/rupture disc combinations, the main reason being the cost savings that can be achieved. If the company still wants to remove the safety valve for servicing and inspection, a rupture disc can be placed in a separate flanged connection where it can then stay, forming a seal around the opening where it is installed. This prevents any potential contamination of the product.
Installation according to standards
Combinations of rupture discs and safety valves are dealt with in a number of common standards, e.g. EN ISO 4126–3 and AD 2000 Datasheets A1 and A2. To prevent the safety valve function from being impaired by the rupture disc, we recommend using a non-fragmenting disc. When rupture occurs, there are no fragments that might have a negative impact on the safety valve function. Fragmenting rupture discs, on the other hand, would require suitable precautions, such as hoppers or design measures, to ensure that fragments cannot render the safety valve useless.
Moreover, the distance between the rupture disc and the safety valve must be as short as possible to reduce any loss of pressure caused by a pipeline. At the same time, the distance between the two must also be long enough to guarantee safe and reliable opening of the rupture disc. The total loss of pressure up to the inlet of the safety valve, including the rupture disc, must be less than 3 % of the safety valve’s response pressure. The diameter and length of the incoming pipeline, the friction loss of the incoming pipeline and other relevant components, e.g. elbows and reducers, are parameters that typically influence loss of pressure. Loss of pressure can be addressed in a variety of ways. According to AD 2000 Datasheet A1, “the way to deal with loss of pressure on any parts of the rupture element which are still in the clamping device after a response has taken place […] is to ensure that the cross-section of the clamping device meets the following condition and that the rupture element is mounted directly in front of the safety valve:
Ageom · α 1,5 · A0 · αw
- Ageom: Geometric cross-section of the rupture element (including narrowing of the cross-section, e.g. by cutters or indestructible vacuum supports; not including impurities, e.g. from parts of the rupture element remaining in the rupture disc after it has responded)
- α: Discharge coefficient […] [of the rupture disc]
- A0: Narrowest cross-section of flow in the safety valve
- αw: Discharge coefficient of the safety valve” [AD 2000 Datasheet A1, section 5.4.2.2]
Alternatively, there is also the option of determining a single discharge coefficient for the combination of a rupture disc and safety valve through experimentation (on this point see AD 2000 Datasheet A1, section 5.4.2.3).
When combining a rupture disc and a safety valve, it is equally important to provide a specific setup (e.g. free discharge, alarm pressure gauge, relief valve unit, etc.) that will detect any change in pressure in the space between the disc and the valve. Any back pressure within this space impacts on the response pressure of the rupture disc and/or the safety valve, thus impeding reliable functioning of the pressure relief device. One proven solution is a relief valve unit with a pressure switch connected to it. This unit prevents unacceptable pressure build-up in the space in-between. If the rupture disc responds, the relief valve closes and the pressure switch signals the disc’s response. Instead of arranging the rupture disc in front of the safety valve, it is also possible to set up the two pressure relief devices in parallel. The safety valve then ensures the usual operating pressures, while the rupture disc only responds if the safety valve fails or if the throughput capacity is insufficient to shift the product and/or pressure.
Hall 3, Booth 207
www.cpp-net.com search: cpp0116rembe
Dr. Stefan Rüsenberg
Dr. Stefan Rüsenberg
Team Leader Technical Sales, Rembe
Share:




{kind=link}