

Ever-increasing global competition as well as growing problems with the process control system, which was installed over 13 years ago, meant that in 2001 Degussa Initiators GmbH & Co KG had to rethink the technical realisation of the entire OP (organic peroxides) operation at its production site in Pullach. Instead of a process control system, the decision was made to implement an extensive automation concept based on a safety-oriented control and a higher-level Scada system.
Bernd Fiegenschuh, Dr. Wolfgang Burda, Rolf Hafner
Organic peroxides are primarily used as polymerisation initiators, hardeners and cross-linking agents for synthetic resins and rubbers. Depending on the release of free radicals, they are also used to modify resins and as flame retarders. The bonds are relatively unstable, temperature sensitive and oxidising, and some of them are also explosive. For example, they decompose into radicals under the influence of temperature or catalysts. If the decomposition heat cannot be dissipated, a thermal explosion of the organic peroxide may occur. Organic peroxides therefore have to be handled carefully and require special safety technology. The production facility in Pullach on the southern edge of Munich (Fig. 1) is classified in accordance with SIL 3. Besides the stringent safety requirements, absolute flexibility is particularly important for batch processes – like the production of organic peroxides. In the production units concerned, a total of 15,000 process variables must be checked or controlled for monitoring and automation purposes. The process allows the automation procedures to have a maximum response time of just one second.
Degussa commissioned Kiel Engineering to develop the automation concept and the application programs (40 in total), including the visualisation programs, and to provide support during commissioning. Hima Paul Hildebrandt delivered the hardware and provided support with the concept design. This project proved to be the largest automation investment in recent years at the Pullach site. The greatest challenge facing planning engineers was the need to keep downtimes as short as possible. The production schedule, which was carefully tuned in advance, envisaged modification times of up to three weeks for each production unit.
Substantial increase in automation level
The automation level had to be increased substantially by replacing the conventional and obsolete operator control and monitoring elements. The other main goals of the automation concept were:
- To replace all existing and affected control systems with a standard new system generation
- To create a standard human-process interface
- To create new premises for merging the two measuring stations, which had so far been decentralised
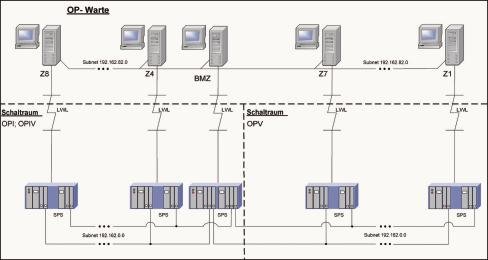
Figure 2 illustrates the network connection of the programmable controllers to the operator stations. All analogue values are forwarded from these stations to a central data server. The Scada system is used for archiving, alarm, operator control and monitoring purposes. All open and closed-loop control tasks are implemented entirely in the safety-oriented, failsafe Hima H51q-HS PLC (PLCS). The operator stations are designed as fully redundant Scada systems in the interests of maximum availability. Communication between the PLCS and the user interface takes place via a redundant OPC connection. Approximately 2,500 variables are processed redundantly via the OPC interface.
Safety-oriented control instead of process control
Two basic automation concepts were discussed when the project first kicked off.
- One entailed using a process control system to control and monitor both the process itself and the non-safe open and closed-loop control circuits. This concept also featured a lower-level safety system to be used as a shut-down system.
- The other envisaged a safety system to monitor, control and regulate all safe and non-safe automation circuits as well as a higher-level Scada system to control and monitor all open and closed-loop control circuits.
Experience with a process control system and a lower-level safety control in the same production process has shown that commissioning, in particular, is very time-consuming. Owing to the plant’s safety philosophy, it was necessary not only to integrate large sections of the sequence cascades in the control system, but also to emulate them in the safety control. In addition to constant redundant programming, this additionally had the effect of complicating the synchronisation of sequences in the safety control and in the control system. This extra synchronisation effort is equally unavoidable if work has to be carried out on the plant due to a product change.
Ultimately, it was the need for the Pullach machines to be as flexible as possible combined with cost efficiency arguments that led to the decision not to choose a process control system/safety control interface, but rather to implement the second concept. One major aspect influencing this decision was the fact that the safety system is approved without restriction up to Safety Integrity Level SIL 3. Hence, the use of the safety system guarantees extreme flexibility for all safety tasks, regardless of specific risk monitoring.
H51q in close proximity to the process
The H51q automation systems are characterised by a high degree of scalability. The level of availability can be chosen freely and adapted to meet commercial requirements. Control of safety-relevant processes, reliable computation of complex mathematical processes and process regulation are all standard functions of the modular safety system. Up to 256 input/output modules (binary, digital or ana-logue, each safe and/or non-safe) can be assigned to a central controller. Safety-oriented data transmission to other H51q systems takes place over safeethernet, the proven Ethernet bus, facilitating transmission speeds of up to 100 Mbit/s. Standard PCs with the Elop II programming system (IEC 61131–3 compliant) are used for configuration, monitoring, control and documentation purposes.
The application at Degussa Initiators represents a great challenge to the computing power of the H51q. Since the automation concept comprises more than simple shut-down functions, both safe and non-safe automation circuits are combined in the system. A standard Scada (Supervisory Control and Data Acquisition) software tool was selected for visualisation. The client-server architecture of the Scada system is the ideal platform for ensuring the required flexibility. The connection of the system to the safety control was realised with OPC. The Scada system provides the necessary OPC client.
One production unit is considered in the following as an example. The ratio of non-safe to safe measuring circuits and functions in this production unit is approximately 9 to 1. The reason for this relatively high proportion is the hazard potential needing to be handled during the production of organic peroxides.
Program structure instead of program disarray
A safety system which has to provide full control system functionality requires a program structure that is strictly hierarchical and clearly organised. All the function blocks used are based on the proven standard components of the Elop II library. Analogue value processing is taken care of by customised program modules based on these standards.
The production units are operated as multi-purpose systems. Each manufacturing process is controlled by a separate sequence cascade. A distinction is made here between the synthesis itself and a separate processing/washing program. Each production program consists of approximately 80 steps. The programmed sequence cascades are based on the standard step block concept of Elop II. This concept has been enhanced and consistently implemented by Kiel Engineering. One of the basic safety demands made by Degussa was that all production programs – and all recipes – should be permanently loaded in the safety control. This requirement places high demands on the safety-oriented automation concept.
The production programs and the corresponding recipes are selected via the higher-level Scada system – an automation solution which is required to implement special provisions and measures in connection with the selection of programs (or recipes) for safety-relevant automation tasks. In close consultation with TÜV, a special two-channel handshake procedure was realised between the safety system and the Scada system, and a dual control principle of operation was stipulated by means of an organisational specification. The above requirements were met unreservedly due to the high safety level of the controller, which prevents data corruption by the system, as well as to the supporting application programs.
Since the production units share a common raw material supply, extensive data communication is necessary both with individual consumers and between units. This supply is likewise automated with a H51q. All safety controls communicate with one another via safeethernet. This redundant Ethernet bus is used to transmit all safe and non-safe data.
Data integration into the higher-level ERP system
Another function specified for the overall automation concept was data integration into the higher-level SAP ERP system. All data on the OPC server which is active in the system is made available for entry on a central data collector. An interface that allows data to be transported in telegrams via RFC (Remote Function Call) was defined together with the responsible IT department at Degussa Initiators to transfer data from the historical database. Kiel Engineering developed a separate program module based on Visual Basic. This program makes it possible to extract data from the historical database, process it further and transmit it to the interface.
An export of each telegram is logged to enable communications to be tracked. The log file can be evaluated at any time using a standard editor. The tank levels of all raw materials used are currently recorded in this way and transmitted to the SAP system. In conjunction with the Scada system and the specially customised SAP interface, it has thus been possible to integrate practically the entire control system functionality into a PLCS environment.
Existing operating philosophy emulated
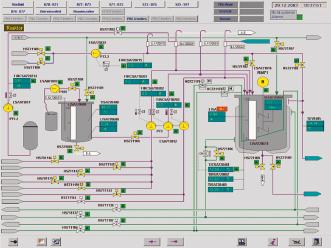
Since control system technology was already used in the plant, it was necessary to incorporate the operating philosophy of the existing systems and emulate it as far as possible. The operating screen is divided into three areas (Fig. 3):
- A permanently visible overview screen from which all configured plant screens can be opened directly.
- A keypad at the bottom of the screen supporting general functions like acknowledgement of horns and opening alarm screens.
- The actual operating screen in the middle part.
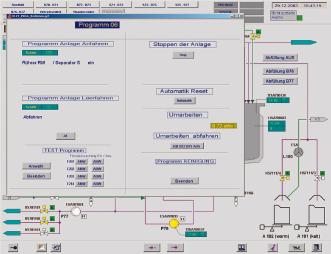
The sequence cascades for the individual production units are visualised in a separate window (Fig. 4). A product change is only possible if the plant is completely empty. The assigned operating menu is opened providing the operator has selected the desired product in a separate dialog. In the case of continuous production processes, two sequences are particularly important: the start-up and the shut-down process. A separately programmed sequence cascade exists for each process. In addition to the step number, one or more operating texts are displayed to inform the plant operator about the current status of the sequence cascade.
Today, the complex central control room consists of a total of 32 operator terminals for 15 production units and their secondary systems (Fig. 5). A large screen monitors the safety-critical outer areas of the plant. The Scada system makes it possible to archive all analogue values in the same way as in a classic PCS environment. All measured values, operating hours counters and control valve positions as well as a certain percentage of the binary contacts are continuously recorded. The recording interval is 10 s. The processes can thus be tracked with a high time resolution, and a total recording period lasting several years is envisaged.
Expectations fulfilled
The planning work on the two systems has shown that, by means of intelligent processing utilising all the options available in the standard Office world, the level of automation potential that can be achieved is in many respects equivalent to that of a traditional process control system, even with large-scale projects involving up to 15,000 process variables. The often criticised duplicate configuring effort can in many cases be optimised using available standard tools. If the acquisition and engineering costs, flexibility and maintenance of the two automation concepts (PCS or a combination of safety control and Scada system) are then compared bearing these aspects in mind, it is worth carrying out a detailed feasibility study. In the plant described here, the selected automation concept has met all expectations by improving production process reliability and increasing system availability. The related cost optimisation measures have likewise proved successful.
cpp 482
Hannover Fair/Interkama+
Hardware informations
Case studies / Process automation
Share:




{kind=link}