
IPSA in Castignano is a leading Italian manufacturer of industrial food. Hydrogen is used for hardening during the production of margarine. The hydrogen is compressed by an absolutely oil-free type VTEGX 60/35 LM-L piston compressor supplied by Haug.
Beat Frefel
IPSA uses hydrogen together with a metal catalyst of nickel, zinc or copper during the production of margarine. The hydrogen is introduced into a 50 m³ container, where it flows through the fat-oil mixture. Double-chain connections of unsaturated vegetable fats are saturated with hydrogen in a chemical reaction on the catalyst surface. A considerable improvement in the quality, consistency, durability and taste of veg- etable fats can be achieved by hydrogen hardening. The fat properties can be influenced individually by varying the reaction parameters, especially the temperature, pressure and type of catalyst.
Compression in two stages
Hydrogen is produced at IPSA by the electrolysis of water. The pressure after electrolysis is 3 bar. The hydrogen is then collected and compressed to 30 bar. In the past, this compression was carried out by an air-driven gas amplifier which worked unreliably and was expensive to operate. The amplifier was consequently replaced in 2004 with a type VTEGX 60/35 LM-L oil-free piston compressor from Haug. This absolutely gas-tight and oil-less compressor compresses from 3 to 30 bar in two stages with intercooling. It is cooled with ambient air and works according to the principle of a trunk piston. No oil whatsoever is required for lubrication or cooling in the whole compressor. The bearings of the crankshaft and piston rods are specifically designed for gas compressors. They have a special surface coating and are equipped with a special cage and lubrication. They feature a lifelong seal and are designed for maintenance-free operation up to 20,000 h. The piston guidance is very stable thanks to the wide PTFE rings. In the first stage, with a piston diameter of 60 mm, compression and guidance are performed by the same piston. The pressure is sealed by two piston rings made of PTFE compounds, which are positioned on the top of the guiding ring. In the second stage compression is separate from piston guidance. The piston is guided in the 60 mm diameter part, while sealing takes place in the 35 mm part. Loss of gas into the crankcase is reduced to a minimum throughout the entire operating time due to special piston rings with a gas-tight cut. Since the crankcase is connected to the suction pipe, any gas leakage is collected and returned to the pipe.
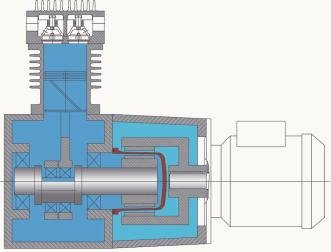
Magnetic coupling drive
The compressor is driven by a magnetic clutch, which transfers the torque of the electric motor to the crankshaft without contact. This allows a fixed sealing hood, which has no contact and thus no wear, to be installed in the space between the inner and outer magnetic rings. Only static sealing with O-rings is implemented. Gas leakages are excluded throughout the whole period of operation. The VTEGX 60/35 LM-L has a driving power of 3.6 kW and a flow rate of 20 m³/h. Other magnetic coupling types achieve a driving power of up to 30 kW and flow rates of up to 1000 m³/h. This gas-tight design is one of the most important advantages of the new piston compressor compared to the old installation with air-driven gas amplifiers, especially in this hydrogen application, since leaks often used to occur due to worn gaskets. The compressor fittings are arranged in an integrated modular design with only a few interfaces, so that excellent gas-tightness of the overall plant is ensured with a leakage rate of less than 0.001 mbar l/s. The plant components are sealed by O-rings as well as by Swagelock tube fittings. The compressor is always started in a depressurised state by opening the bypass valves in each stage. If required, it can thus also operate with idle load. Control of the compressor is very simple. The motor is allowed to start if the pressure and temperature parameters are within the permissible limits. A filter for dust and aerosols is installed at the inlet to protect the compressor, which is cooled by ambient air. A fan on the rear shaft of the electric motor provides forced air cooling of the crankcase, cylinders and gas coolers. The compressor is mounted on flexible vibration dampers. It fulfils the requirements of the ATEX directive for equipment class 2G and can be used in explosion zones 1 and 2.
cpp 403
More information on the product
VDMA-e-market
Achema 2006
Share:




{kind=link}