



Nearly all powders are mixed into a liquid when they are processed. Instead of dosing them onto the surface of the liquid, it is far more effective to induct them into the liquid directly. No dust is produced in this way. No dust extraction system or filter is needed. There is no product loss. The entire powder is mixed into the liquid. And because there is no dust hovering over the liquid, there are no partially wetted crusts or baking inside the vessel, which could sooner or later crumble into the product or cause powder to be carried over into the next batch.
Induction takes place under vacuum. There are basically three possible options for this process:
- Vacuum vessel
- Induction mixer installed in the vessel
- External vacuum disperser installed in a pipe
Vacuum vessels are the most complex alternative and by far the most expensive. The vessel must be completely vacuum-proof. An external vacuum pump produces the induction vacuum by exhausting air from the headspace above the liquid. The powder is added via a nozzle below the liquid level. The powder jet is thus inducted directly into the liquid underneath the surface. This method is not suitable for powders which are difficult to wet: these are inducted dry through the liquid and into the vacuum pump. Coarse, crystalline or agglomerated powders are likewise critical because their loose structure means that air is sucked in and the vacuum in the vessel is reduced. Components of the liquid which are volatile under vacuum, too, are exhausted by the vacuum pump in an uncontrolled way.
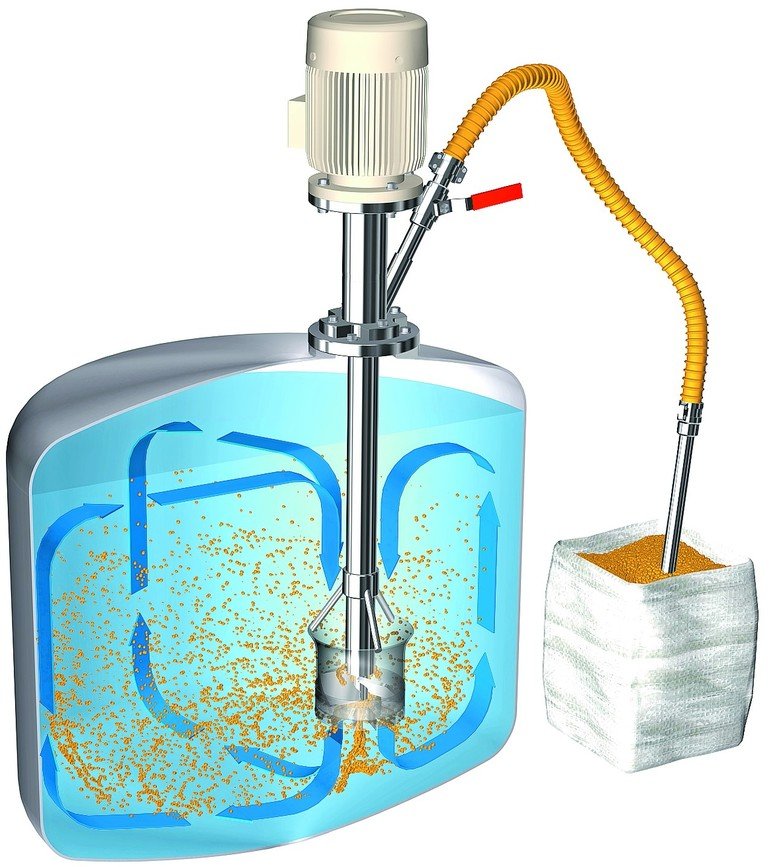
TDS induction mixers are the cheapest option by a long way. For one thing, they mix the vessel contents more effectively and more homogeneously than an ordinary stirrer because they circulate it vertically rather than rotating it horizontally. For another, the vacuum which is necessary to induct the powder is produced by the mixing head itself according to the Venturi principle. No vacuum vessel and no vacuum pump are needed for this reason; the mixers can be operated in a simple, open vessel or attached to a movable lift in drums or containers. The powder is always inducted directly in the mixing head and is mixed there intensively.
Unfortunately, though, there are also limits to what a TDS induction mixer can do. The filling level in the vessel must be high enough to cover the mixing head properly. High-viscosity or very sticky powders impose further limitations. The powder is mixed in thoroughly but without being dispersed satisfactorily. The maximum length of the machine is restricted as well. Large vessels with a capacity exceeding about 4 m3 and significant variations in the level cannot be realised.
The only machine that can process any powder type, viscosity, vessel geometry or filling level, and which does not simply induct the powder but disperses it thoroughly into the liquid, is the Conti-TDS – a dispers-ing machine which is installed outside the vessel and which produces a very strong vacuum in its dispersing zone, thus facilitating a high powder induction rate.
Flexible in use
The Conti-TDS can be installed in a loop with just a single vessel or in combination with several vessels. In the food industry the machine is often located in a totally separate powder chamber and connected via pipes and valves to numerous other process vessels of all sizes, possibly a considerable distance away. One or two machines thus suffice to meet the company’s total powder induction needs.
In-line powder induction while filling the process vessel is another interesting alternative. In the production of cleaning agents or cosmetics, for instance, the complete process – from powder induction through dispersion to homogenising – is over as soon as the vessel has been filled with the liquid. The powder has been fully processed. Whereas the processing time used to be several hours, it is now virtually zero.
Principle of the Conti-TDS
A Conti-TDS machine inducts the powder into its dispersing zone under vacuum. Vacuum has the effect of separating the powder particles. To understand this effect, it is important to know that every powder contains air. Although the particles are in contact with one another, there is always air between them. Heavy powders are composed of up to 75 % air by volume; the figure for light powders can be more than 95 %. The exact air content can be determined by calculating the ratio of bulk to solid density.
One property of air is that it is compressed under pressure but expands to a multiple of its normal volume under vacuum. The vacuum which is produced by a Conti-TDS de-pends on the vapour pressure of the liquid. In the case of water, the Conti-TDS achieves a maximum vacuum of 30 mbar abs, corresponding to a ratio of 1:33 in relation to atmospheric pressure. The vacuum in other liquids can be even higher.
When powder is inducted into water, in other words, the air contained in it can expand to as much as 33 times its initial volume. The distances between the individual particles increase dramatically. It is possible, for example, for every single particle to be completely wetted from the outside within the dispersing zone, in which the liquid and the powder come into contact with one another due to turbulence and shear energy.
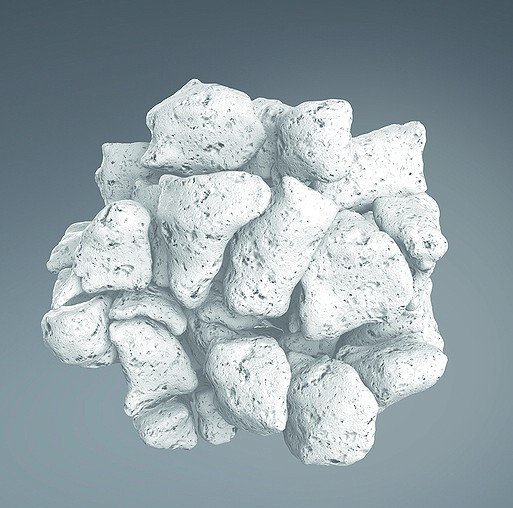
Some powders, however, do not only consist of individual primary particles; they also form compact, solid agglomerates. The finer, wetter and more cohesive the powder, the stronger the tendency to agglomerate. There are more than twenty reasons why agglomerates may form: adhesive and cohesive forces, moisture and sinter bridges, temperatures below the dew point or simply temperature changes during storage as well as compression under conditions of vibration, to name but a few. This property is exploited with certain powders, amongst other things, in order to prevent hazardous dust.
All agglomerates have air between their primary particles. However, solid agglomerates do not break up so easily under vacuum: it takes rather more than that.
Eight steps to break up agglomerates
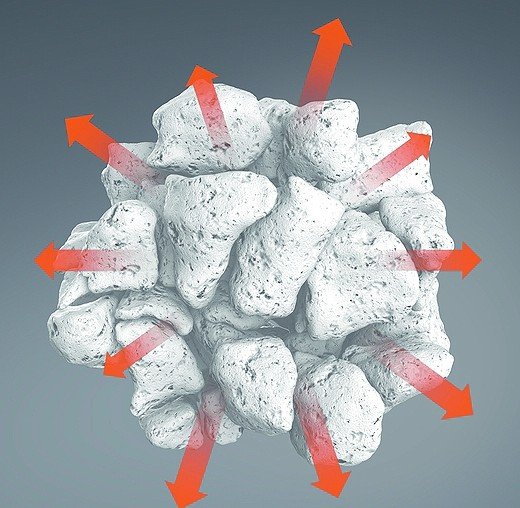
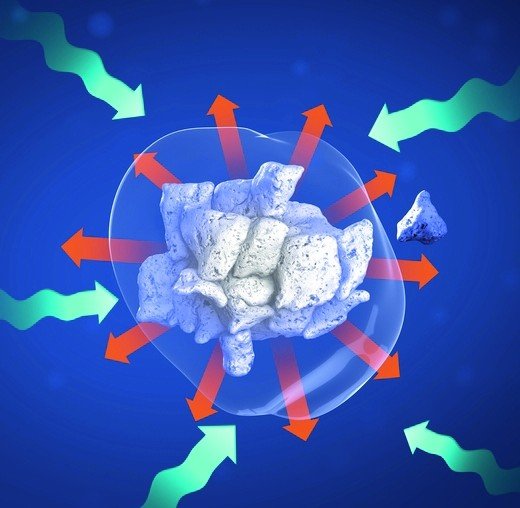
The break-up of agglomerates under vacuum and simultaneous high-shear mixing in a liquid is completed in between four and eight steps. In the first step, the dry, solid agglomerates are sucked towards the dispersing zone by the vacuum. In the process, the vacuum increases from atmospheric pressure at the inlet of the induction system to its maximum value on reaching the dispersing zone. The stronger the vacuum, the more the air expands – not only outside the agglomerates but also inside them. The agglomerates are so solid that they keep their shape nevertheless and do not break up. Only the air on the inside is expanded, most of which escapes.
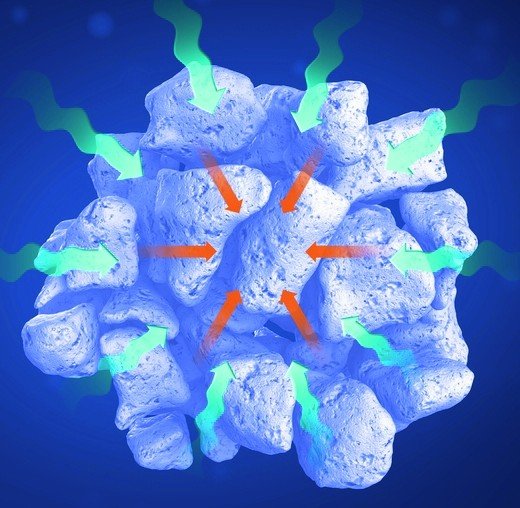
The contact with the liquid takes place in the dispersing zone under maximum vacuum. The agglomerates are completely wetted from the outside as a result of intensive dispersion. The air which has already escaped due to expansion is separated from the agglomerates, which remain dry on the inside – after all, they are filled with air. However, the gaps between the individual particles now contain air which has increased in volume several times over.
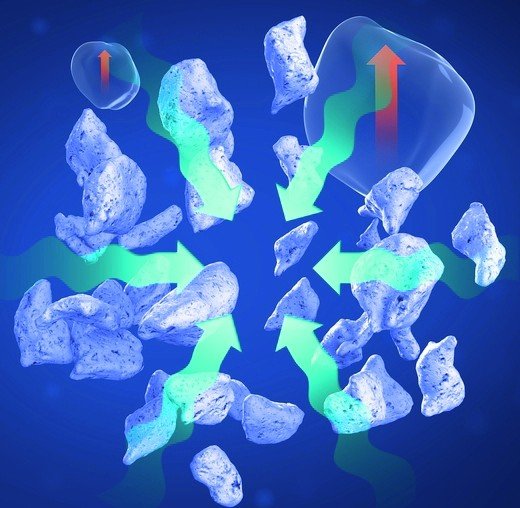
Immediately after passing through the vacuum dispersing zone, the powder-liquid dispersion is pushed into the outer centrifugal area of the machine under maximum pres-sure. The abrupt change from maximum vacuum to maximum pressure inside the agglomerates causes the air which has just expanded to not simply contract but be compressed to a much smaller volume. The air which previously expanded to 33 times its normal volume inside the agglomerates now contracts to a fraction of that volume under pressure, similar to an implosion, and sucks the entire enclosing liquid into the agglomerates. This effect causes the agglomerates to break up into primary particles. The high shear energy supports de-agglomeration.
A single passage through the Conti-TDS is usually sufficient to achieve complete de-agglomeration. Occasionally, though, the agglomerates are so large or so stubborn that they only break up fully after passing through a second time. A few residual agglomerates survive. In this case, the dispersion process continues.
The residual agglomerates are inducted into the vacuum dispersing zone again in the loop, this time already completely enclosed by liquid. There is also a dry zone containing a small amount of air on the inside. The air expands again under vacuum. As a result of the high shear energy under vacuum, excess air is separated and the remaining agglomerates are completely wetted on the outside. The dispersion is immediately pushed in again under maximum pressure. The residual agglomerates then break up too, similar to an implosion. Even strongly agglomerated powders are completely dispersed in this way.
Online search: cpp0317ystral
Hall 3A, Booth 717
Author : Dr. Hans-Joachim Jacob
Process- and Application Engineering,
Ystral





{kind=link}