

During the product development and process optimisation stages in development laboratories, optical density has so far mostly been determined offline in order to obtain information on the progress of the process, the cell number or the biomass. The PAT (Process Analytical Technology) initiative launched by the FDA in 2002, however, requires online measurements of critical and quality-relevant process parameters to guarantee the quality of the final product. It is therefore reasonable and necessary to have critical parameters such as optical density, from which important conclusions can be drawn on the course of process, available throughout the product development stage. If these parameters are recorded continuously when a product is developed and optimised, implementation in a large-scale process is much easier.
One sensor for all applications
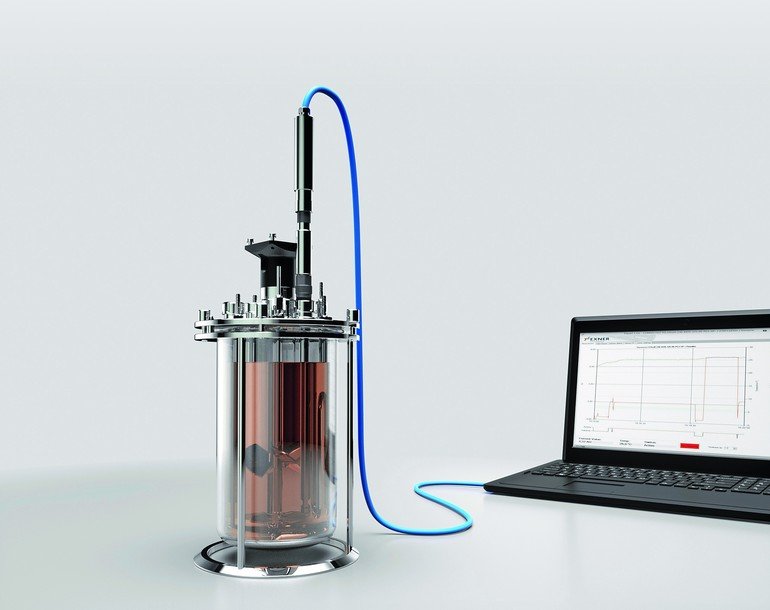
The Excell230 NIR sensor developed by Exner specifically for such applications fulfils all the requirements for measurements in both small laboratories and complex production processes. Thanks to its tiny diameter of just 12 mm, it fits into almost any development fermenter. Attached to a 12 mm port in the cover plate, it monitors and controls the process in the same way as with pH or oxygen measurements. The same sensor can also be used in large-scale production processes owing to its standard fittings and the values it delivers are consistently identical to the underlying laboratory measurements. The days when time-consuming correlations had to be determined between the measuring methods employed in the laboratory and those installed in the process are gone.
By measuring in the near-infrared spectrum (NIR), colour effects are eliminated and optimal absorption is achieved for most cells. The sensor meets all the specifications for a PAT device and the measurement takes place online. Robust and easy to handle, it has traceable calibration filters for direct, uncomplicated sensor checking and calibration. The integrated measurement amplifier connects the sensor with the process control system via a Modbus, USB or 4…20 mA communication interface in order to start the measuring process. The calibration data and all necessary settings are saved in the system. A functional test can be carried out before and after the application using various calibration filters. This ensures that all recorded measurements remain correct and traceable throughout the process. It goes without saying that the sensor can be sterilised directly in the process as well as autoclaved. A positive EHEDG report about in-process sterilisability is available.
Fields of application
The optical sensor provides an easy way to determine cell growth and cell density in numerous processes, for example mammalian cells for the production of monocular antibodies or bacteria cells for manufacturing toxins, vaccines, enzymes, therapeutic agents or food products. Yeast and fungal cells or microalgae are likewise monitored and optimised with the help of optical density. The optical density parameter enables reproducible conclusions to be drawn about the total number of cells in the measured medium. The actual growth curve recorded during the product development stage in the laboratory serves as a basis for optimal further development and safe process control.
Since the same sensor is utilised both in the laboratory and in the subsequent production stage, the process parameters determined when the product is developed are easily transferable, leading to enhanced process control, reproducibility and output quantity and quality.
Online search: cpp0317exner
Author : Detlef Exner
CEO,
Exner Process Equipment





{kind=link}